Back Nash
Nash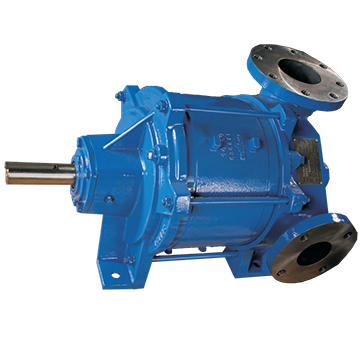
Nash - Medium Capacity Liquid Ring Vacuum Pump (GL60)
The GL60 medium capacity liquid ring vacuum pump provides reliable vacuum and compression for industrial processes. Key features include conical porting, built-in mechanical seals, patented gas scavenging, and easy maintenance. Designed for durability and efficiency, it is suitable for applications requiring both vacuum and compression.
The GL60 medium capacity liquid ring vacuum pump provides reliable vacuum and compression for industrial processes. Key features include conical porting, built-in mechanical seals, patented gas scavenging, and easy maintenance. Designed for durability and efficiency, it is suitable for applications requiring both vacuum and compression.
No documents available for this category
Find the fix fast
with Asset GPT