Back Nash
Nash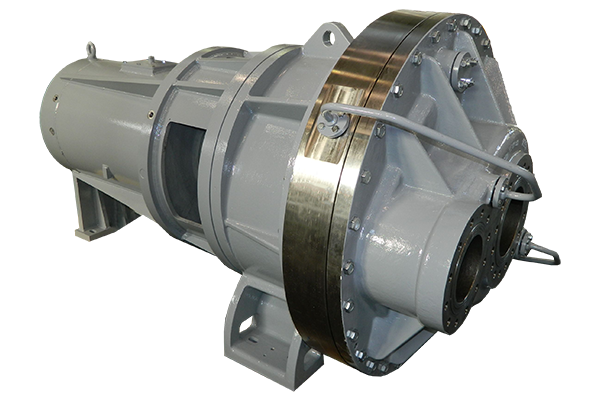
Nash - Medium & High Pressure Liquid Ring Compressor (NAB1100)
The NAB1100 is a medium and high pressure liquid ring compressor designed for challenging industrial environments. It offers near maintenance-free operation, handles hazardous and corrosive gases, and features a rugged, low-noise design with an overhung impeller for easy maintenance. Ideal for chemical and petrochemical applications requiring reliability and safety.
The NAB1100 is a medium and high pressure liquid ring compressor designed for challenging industrial environments. It offers near maintenance-free operation, handles hazardous and corrosive gases, and features a rugged, low-noise design with an overhung impeller for easy maintenance. Ideal for chemical and petrochemical applications requiring reliability and safety.
No documents available for this category
Find the fix fast
with Asset GPT