Back Nash
Nash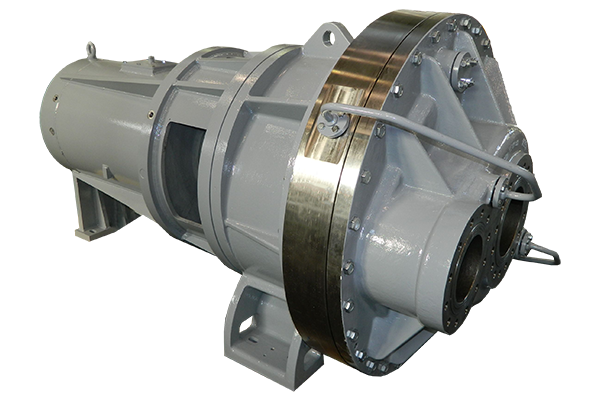
Nash - Medium & High Pressure Liquid Ring Compressor (NAB150)
The NAB150 is a rugged liquid ring compressor designed for medium and high pressure applications in chemical and petrochemical industries. It handles hazardous gases with minimal maintenance, thanks to its liquid sealant design, robust construction, and versatile compatibility with different process liquids.
The NAB150 is a rugged liquid ring compressor designed for medium and high pressure applications in chemical and petrochemical industries. It handles hazardous gases with minimal maintenance, thanks to its liquid sealant design, robust construction, and versatile compatibility with different process liquids.
No documents available for this category
Find the fix fast
with Asset GPT