Back Nash
Nash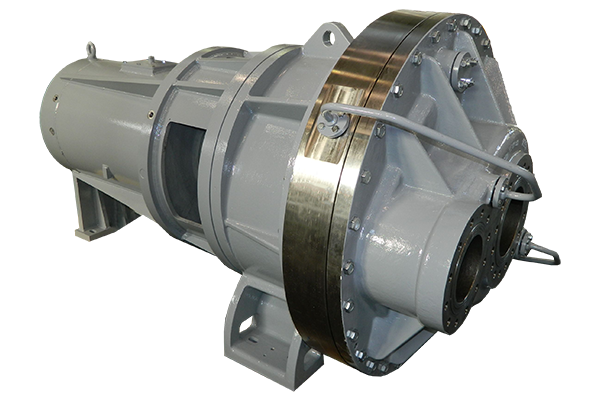
Nash - Medium & High Pressure Liquid Ring Compressor (NAB250)
The NAB250 is a durable liquid ring compressor designed for medium and high pressure applications in challenging environments. It offers minimal maintenance, handles hazardous gases, and features a robust, corrosion-resistant design with an overhung impeller for easy servicing. Ideal for chemical and petrochemical industries.
The NAB250 is a durable liquid ring compressor designed for medium and high pressure applications in challenging environments. It offers minimal maintenance, handles hazardous gases, and features a robust, corrosion-resistant design with an overhung impeller for easy servicing. Ideal for chemical and petrochemical industries.
No documents available for this category
Find the fix fast
with Asset GPT