Back Nash
Nash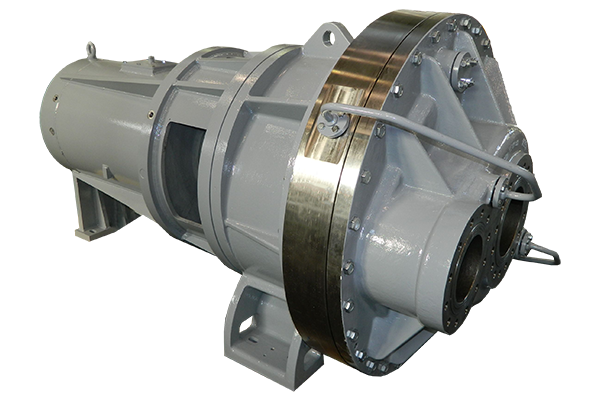
Nash - Medium & High Pressure Liquid Ring Compressor (NAB850)
The NAB850 liquid ring compressor is engineered for medium and high pressure use in harsh industrial environments. It is ideal for processing hazardous gases, features a rugged, low-maintenance design, and supports easy servicing, making it a dependable choice for chemical and petrochemical facilities.
The NAB850 liquid ring compressor is engineered for medium and high pressure use in harsh industrial environments. It is ideal for processing hazardous gases, features a rugged, low-maintenance design, and supports easy servicing, making it a dependable choice for chemical and petrochemical facilities.
No documents available for this category
Find the fix fast
with Asset GPT