La lubricación suele gestionarse con esquemas basados en tiempo: cada cierta cantidad de horas, se aplica una cantidad predeterminada de grasa o aceite. Este enfoque simplifica la planificación, pero ignora una variable crítica: la condición real del activo.
El riesgo operativo es estructural. La sublubricación incrementa fricción y acelera el desgaste; la sobre lubricación genera agitación interna, aumento de temperatura y degradación prematura del lubricante.
En ambos casos, el resultado es el mismo: menor confiabilidad y mayor exposición a fallas no planificadas.
La importancia de la lubricación en el mantenimiento industrial no radica en intervenir más veces, sino en intervenir con criterio técnico. La decisión debe responder a señales físicas del rodamiento, no a supuestos estadísticos ni recomendaciones genéricas de fábrica.
La transición hacia lubricación basada en condición implica medir fricción en tiempo real y actuar cuando el activo lo exige. Aquí el sensor de ultrasonido cumple un rol clave: convierte el aumento de energía acústica en un indicador cuantificable que guía cuándo aplicar lubricante y cuándo detenerse.
Se busca, entonces, que la rutina tradicional de lubricación se transforme en diagnóstico. Esta guía propone algunos mínimos elementales para implementar una lubricación basada en condición con la ayuda de herramientas como el sensor de ultrasonido.
Fundamentos técnicos: qué significa lubricar correctamente
Lubricar correctamente no es aplicar producto hasta “llenar” el alojamiento. Menos aún, aplicar lubricante “por seguridad”, generando más daño que beneficio.
El objetivo verdadero consiste en mantener una película estable que separe superficies metálicas bajo carga, minimizando fricción y controlando la generación de energía mecánica no deseada.
La precisión en esta capa microscópica determina la vida útil del rodamiento. Veamos una clasificación útil que sirve a este propósito.
Qué significa lubricante en términos operativos
En operación real, el lubricante cumple la función de crear una película elastohidrodinámica entre elementos rodantes y pista.
Bajo carga, las superficies se deforman elásticamente y el fluido soporta parte del esfuerzo, distribuyendo tensiones y evitando contacto metal-metal. Cuando esa película pierde espesor o consistencia, la fricción aumenta de inmediato.
Ese incremento de fricción se traduce en mayor energía acústica en altas frecuencias. El desgaste no comienza con temperatura elevada ni con vibración severa; comienza con microcontactos y microimpactos que generan emisiones ultrasónicas.
Por eso, entender la relación entre fricción, desgaste y señal acústica es clave para lubricar con criterio.
Tipos de lubricantes y su clasificación
La clasificación de los lubricantes parte de su estado físico: aceites y grasas son los más utilizados en sistemas rotativos.
Los aceites permiten circulación y disipación térmica, mientras que las grasas, compuestas por aceite base y espesante, permanecen en el punto de aplicación y liberan lubricante de forma gradual.
Aceite lubricante
El aceite lubricante es un fluido diseñado para formar y mantener una película continua entre superficies en movimiento. Su desempeño depende principalmente de la viscosidad, que debe ser suficiente para sostener la carga sin generar resistencia excesiva al movimiento.
Sus principales características técnicas pueden resumirse en los siguientes factores críticos de desempeño:
- Viscosidad nominal y comportamiento viscosidad-temperatura, que determinan la capacidad de sostener carga sin generar pérdidas excesivas por arrastre.
- Tipo de aceite base, ya sea mineral, sintético o semisintético, que influye en estabilidad térmica y vida útil.
- Paquete de aditivos, incluyendo antidesgaste, antioxidantes, anticorrosivos y modificadores de fricción.
- Resistencia a oxidación y degradación, clave para mantener la integridad de la película lubricante.
- Capacidad de control de contaminación, relacionada con tolerancia a agua y partículas sólidas.
Tomar en cuenta sus características es esencial, pues una selección incorrecta no solo afecta eficiencia energética, sino que modifica el régimen de lubricación, favoreciendo transición hacia contacto límite y acelerando fatiga superficial.
Cuando el aceite pierde propiedades por oxidación, contaminación o cizallamiento, la película se debilita, aumentando la fricción y, con ella, la emisión de energía acústica en altas frecuencias.
Por eso, en un esquema basado en condición, el monitoreo no evalúa solo el estado del rodamiento, sino también la integridad funcional del aceite.
Grasa lubricante
La grasa lubricante, además de ser más espesa, es un sistema compuesto por aceite base, espesante y aditivos, diseñado para permanecer en el punto de aplicación y liberar lubricante de manera controlada bajo carga y temperatura.
Su función principal no es circular, sino mantenerse estable en alojamientos donde el aceite libre sería inviable.
Sus principales características técnicas pueden resumirse en los siguientes factores críticos de desempeño:
- Tipo de espesante (litio, complejo de litio, calcio, poliurea, entre otros), que determina estabilidad térmica y compatibilidad.
- Consistencia (grado NLGI), que define capacidad de permanencia y comportamiento frente a vibración.
- Aceite base incorporado, cuya viscosidad sigue siendo determinante para la película lubricante real.
- Estabilidad mecánica, relacionada con resistencia al cizallamiento y a la pérdida de estructura.
- Resistencia al lavado por agua y contaminación, crítica en entornos húmedos o con limpieza frecuente.
Tomar en cuenta estas variables es esencial, porque una grasa inadecuada puede degradarse prematuramente, separarse o endurecerse, alterando la liberación del aceite base.
El resultado no es solo menor eficiencia, sino un cambio directo en el régimen de lubricación y en el modo de falla dominante.
Cuando la grasa pierde estabilidad o el aceite base se agota, la fricción aumenta aunque visualmente el rodamiento “siga lleno”. Ese incremento de contacto superficial se traduce en mayor energía acústica en altas frecuencias.
En un enfoque basado en condición, el ultrasonido permite detectar ese deterioro funcional antes de que aparezcan síntomas térmicos o vibratorios evidentes.
¿Por qué es importante?
La diferencia entre aceite lubricante, grasa y otros fluidos no es semántica, es funcional. Cada uno responde a una condición de diseño específica.
Utilizar un lubricante inadecuado modifica el modo de falla dominante: puede favorecer fatiga superficial, contaminación interna o degradación térmica prematura.
En lubricación basada en condición, el producto correcto es tan importante como el momento exacto de aplicación.
¿Cómo ir de un plan de lubricación industrial a una verdadera lubricación basada en condición?
La mayoría de los planes de lubricación industrial nacen como herramientas de control administrativo. Listan activos, frecuencias y cantidades, pero rara vez incorporan datos reales del comportamiento del rodamiento.
El resultado es ejecución disciplinada, pero no necesariamente técnica.
Limitaciones del plan tradicional
El principal problema de los intervalos fijos es que asumen condiciones constantes.
En la práctica, la carga varía, la temperatura cambia, el ambiente contamina y la velocidad fluctúa. Dos rodamientos idénticos pueden requerir frecuencias de lubricación completamente distintas según su contexto operativo.
Además, estos planes no suelen correlacionarse con la criticidad del activo. Se engrasan equipos secundarios con la misma disciplina que activos que sostienen la producción completa. Sin priorización técnica, la lubricación se convierte en rutina homogénea, no en gestión de riesgo.
El efecto es doble: exceso de intervención donde no se necesita y reacción tardía donde sí era crítica. El calendario ordena el trabajo, pero no optimiza la confiabilidad.
Arquitectura de un plan basado en condición
Un modelo basado en condición comienza con la definición de una línea base en decibeles para cada rodamiento en estado saludable. Esa referencia cuantifica el nivel normal de fricción bajo operación estable y se convierte en punto de comparación para futuras inspecciones.
A partir de esa línea base se establecen umbrales de intervención. Incrementos controlados indican necesidad de relubricación; aumentos más severos pueden señalar inicio de modo de falla.
La decisión deja de depender de la fecha y se fundamenta en variación medible.
La integración con criticidad es el siguiente paso. Activos con alto impacto productivo pueden requerir monitoreo más frecuente o incluso continuo. Equipos secundarios pueden gestionarse con inspecciones periódicas.
Así, la lubricación se alinea con consecuencias productivas reales y deja de ser una tarea uniforme para convertirse en una estrategia diferenciada.
Tecnología en lubricación industrial: cómo funciona el ultrasonido
La tecnología en lubricación industrial ha evolucionado desde herramientas manuales hasta sistemas capaces de medir condición en tiempo real.En este contexto, el ultrasonido no reemplaza otras técnicas, pero sí introduce una ventaja clave: detectar fricción incipiente antes de que se manifieste como temperatura o vibración anormal.
Principio físico del sensor de ultrasonido
El sensor de ultrasonido capta ondas acústicas en frecuencias superiores al rango audible humano, típicamente por encima de 20 kHz. Estas emisiones se generan cuando existen microfricciones, impactos o irregularidades en superficies metálicas bajo carga.
En un rodamiento correctamente lubricado, la señal es estable y de baja amplitud. Cuando la película lubricante se degrada, la fricción aumenta y la energía acústica se incrementa de forma medible.
A diferencia del análisis de vibración, que detecta desplazamientos mecánicos asociados a defectos más desarrollados, el ultrasonido identifica cambios en fricción desde etapas muy tempranas. Tampoco depende de acumulación térmica, como ocurre con la medición de temperatura.
Esto permite intervenir antes de que el modo de falla evolucione hacia daño estructural.
Ventajas y desventajas de los sensores ultrasónicos
Antes de implementar un sensor de ultrasonido dentro del plan de lubricación, es necesario entender su alcance real.
Como cualquier tecnología, no es una solución automática, sino una herramienta con ventajas claras y requisitos técnicos específicos. Evaluar ambos lados permite integrarlo con criterio dentro de una estrategia basada en condición.
Procedimiento paso a paso para implementar lubricación basada en condición
Implementar lubricación basada en condición no es solo adquirir sensores. Es diseñar un proceso estructurado que conecte medición, decisión e intervención. La disciplina metodológica determina el resultado.
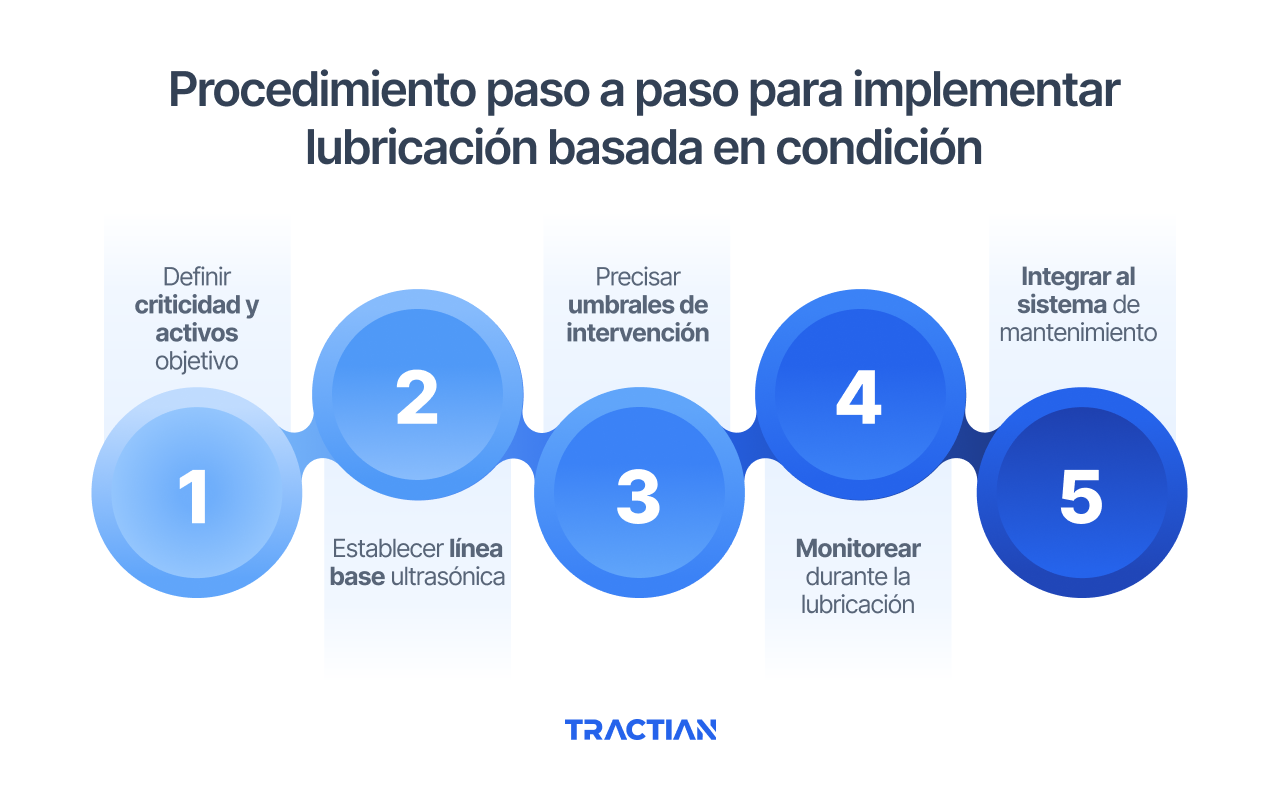
Paso 1: Definir criticidad y activos objetivo
El primer filtro no es técnico, es estratégico.
No todos los rodamientos requieren el mismo nivel de control. Se deben priorizar activos según su impacto en la disponibilidad operativa, el riesgo de paro no planificado y las consecuencias productivas o de seguridad.
Esta priorización permite enfocar recursos donde el retorno es mayor. La lubricación basada en condición debe comenzar en equipos cuya falla altere directamente la continuidad del proceso.
Paso 2: Establecer línea base ultrasónica
La línea base es el punto de referencia que define el comportamiento normal del rodamiento en condiciones saludables.
Puede establecerse mediante comparación entre rodamientos idénticos, análisis histórico de mediciones estables o monitoreo durante una lubricación controlada hasta alcanzar el nivel óptimo.
Sin línea base no existe criterio técnico. La medición aislada no dice nada; la desviación respecto a una referencia es lo que habilita la decisión.
Paso 3: Precisar umbrales de intervención
Una vez establecida la línea base, se determinan umbrales de alerta. Incrementos moderados en decibeles indican fricción creciente y posible necesidad de lubricación. Incrementos mayores pueden sugerir inicio de modo de falla.
El objetivo no es reaccionar a cualquier variación mínima, sino definir rangos claros que diferencien condición normal, necesidad de relubricación y posible deterioro mecánico.
Paso 4: Monitorear durante la lubricación
La lubricación se convierte en un proceso guiado por datos.
El técnico aplica lubricante de forma gradual mientras observa la lectura ultrasónica en tiempo real. La aplicación continúa hasta que el nivel de dB retorna a la línea base o se estabiliza.
Este enfoque elimina la estimación subjetiva y previene la sobrelubricación. Cuando la señal deja de disminuir y comienza a incrementarse, es el punto técnico de detención.
Paso 5: Integrar al sistema de mantenimiento
La medición debe conectarse con el sistema de gestión de mantenimiento. Las desviaciones sobre umbral generan órdenes de trabajo justificadas por condición real, no por calendario.
Además, la trazabilidad histórica permite analizar tendencias, identificar patrones de consumo de lubricante y ajustar frecuencias según comportamiento real del activo.
La lubricación deja de ser una tarea repetitiva y se convierte en un proceso controlado por datos acumulativos.
Integración con sistemas de lubricación industrial
La lubricación basada en condición no compite con los sistemas existentes; los optimiza. En lugar de sustituir sistemas de lubricación industrial, los convierte en mecanismos más precisos al incorporar retroalimentación real del estado del rodamiento.
La lógica cambia de programar descargas por tiempo a activarlas por necesidad medible.
Esta compatibilidad permite que la estrategia evolucione sin rediseñar completamente la infraestructura. La diferencia está en añadir una capa de medición que transforme un sistema automático en un sistema inteligente.
Automatización y monitoreo continuo
Los sistemas de lubricación industrial automáticos pueden integrarse con sensores ultrasónicos que detecten incremento de fricción y activen relubricación cuando se supere un umbral definido. En lugar de dosificar por ciclo fijo, el sistema responde a condición real.
En entornos críticos o de difícil acceso, esta retroalimentación ultrasónica permite reducir intervención manual y minimizar exposición a riesgo.
La automatización deja de ser solo conveniencia y se convierte en control técnico cerrado.
Mantenimiento del sistema de lubricación
Un programa basado en condición también exige mantener el propio sistema de lubricación. El control de contaminación es fundamental, ya que agua o partículas sólidas alteran la película lubricante y distorsionan las lecturas de fricción.
La verificación periódica de sellos, líneas y puntos de engrase asegura que el lubricante llegue correctamente al elemento rodante.
Sin integridad física del sistema, ninguna estrategia basada en datos puede sostenerse. La precisión comienza en la medición, pero se consolida en la ejecución.
Escalabilidad en plantas multiproceso
La lubricación basada en condición demuestra su verdadero valor cuando puede replicarse de forma consistente en toda la planta. En entornos multiproceso, donde conviven distintas cargas, velocidades y criticidades, la escalabilidad depende de reglas claras y criterios técnicos homogéneos.
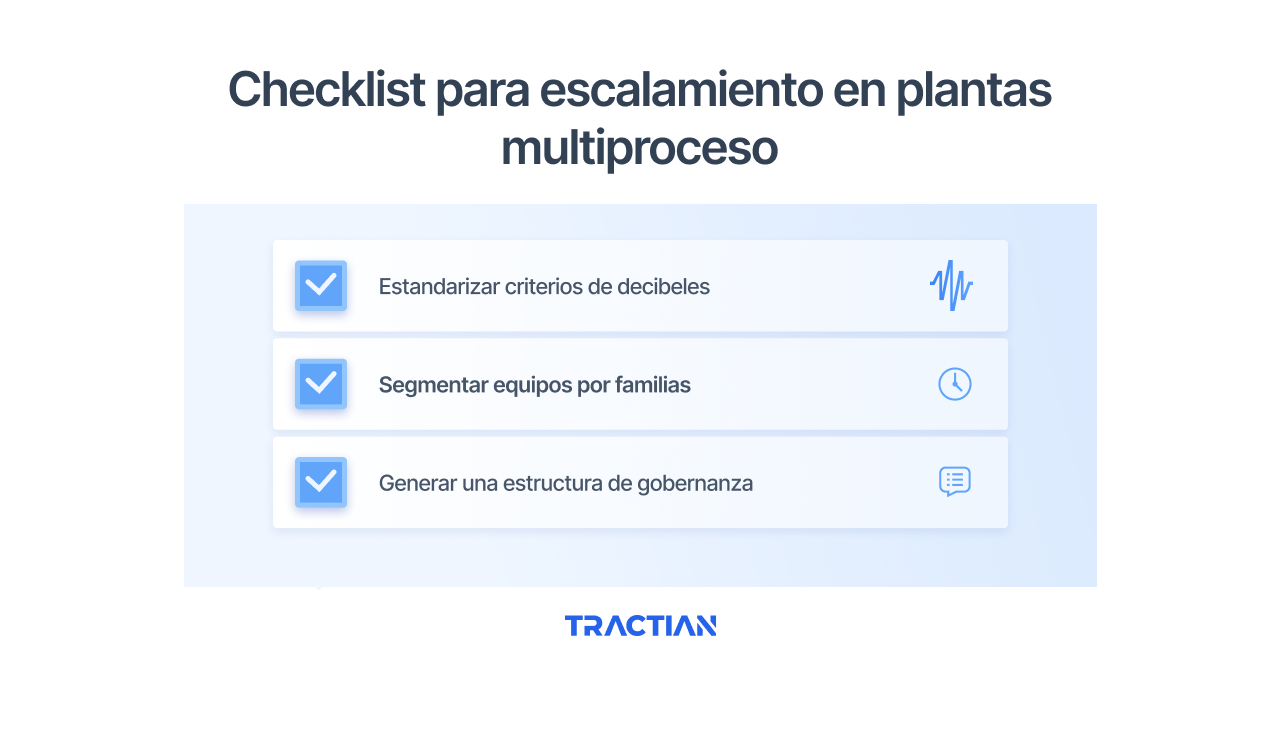
La estandarización de criterios en dB es el primer paso. Aunque cada rodamiento tenga su propia línea base, los rangos de alerta y las metodologías de medición deben seguir una lógica común. Esto permite comparar tendencias entre líneas y evitar interpretaciones subjetivas según el técnico o el turno.
La replicabilidad por línea y por tipo de activo exige segmentar equipos por familias: motores eléctricos, bombas, transportadores, reductores. Cada grupo puede tener parámetros ajustados a su régimen operativo, pero bajo una misma arquitectura de decisión. Así se mantiene coherencia sin perder precisión.
Finalmente, la gobernanza técnica del programa asegura sostenibilidad. Esto implica definir responsables, protocolos de medición, auditorías internas y criterios formales para ajuste de umbrales. Sin estructura de control, el programa se diluye en prácticas aisladas. Con gobernanza, la lubricación basada en condición se convierte en estándar operativo transversal.
La importancia de la lubricación en la industria moderna
La importancia de la lubricación en la industria no se mide por la cantidad de grasa aplicada ni por la frecuencia del calendario. Se mide por su capacidad de sostener confiabilidad bajo condiciones reales de operación. El valor no está en lubricar más, sino en lubricar exactamente cuando el régimen de fricción comienza a desviarse.
La tecnología en lubricación industrial ha permitido abandonar la intuición como criterio principal. Cuando la decisión se basa en datos medibles, la intervención se vuelve precisa y justificable.
En este contexto, el sensor de ultrasonido no es solo un instrumento de inspección. Es una plataforma estratégica dentro del mantenimiento predictivo moderno. Permite anticipar pérdida de película lubricante, controlar la aplicación en tiempo real y escalar el programa con trazabilidad.
La lubricación basada en condición no es una mejora incremental; es un cambio en la forma de decidir.