El sellado de la línea de envasado falló a las 2 AM. El técnico nocturno lo reparó en 40 minutos. Nadie registró qué material de empaque había pasado antes de detectar el fallo. Ese lote ya estaba en el almacén de producto terminado.
Ese escenario no es excepcional. Es el tipo de evento que ocurre en plantas con programas de mantenimiento preventivo activos, equipos técnicos competentes y certificaciones de inocuidad vigentes. Ocurre porque la conexión entre la condición mecánica de un activo y el riesgo sanitario que representa su falla rara vez está documentada de forma explícita en el sistema de inocuidad.
Este artículo está escrito para el Director de Calidad y el Gerente de Planta que ya conocen el APPCC, las BPM y los requisitos de ISO 22000. Lo que aporta es el argumento técnico que conecta la condición mecánica de los activos con el sistema de inocuidad: qué activos, cuando fallan de qué forma, generan un riesgo sanitario directo y qué señal de condición permite detectar esa falla antes de que el riesgo se materialice.
La conexión que rara vez se hace explícita
El mantenimiento industrial aparece en los sistemas de inocuidad como requisito de buenas prácticas de manufactura: los equipos deben mantenerse limpios, en buen estado y calibrados. Eso es correcto pero incompleto. Describe la condición final deseable, no el mecanismo por el cual la degradación mecánica activa un riesgo sanitario.
La brecha está en que las normas de inocuidad asumen que los activos mecánicos en los puntos críticos de control funcionan correctamente. El APPCC identifica el peligro, define el punto crítico de control y establece los límites críticos. Pero ese sistema no contempla el escenario en que el activo que ejecuta el control falla mecánicamente mientras el control sigue apareciendo como activo.
Un pasteurizador con su sensor de temperatura calibrado puede no cumplir el tratamiento térmico si el motor del agitador está degradado y no homogeniza la masa. El control existe; el activo que lo hace posible no está en condición de ejecutarlo. El mantenimiento industrial en la inocuidad alimentaria analiza en detalle cómo esta brecha opera en planta y por qué el mantenimiento es una barrera sanitaria, no solo operativa.
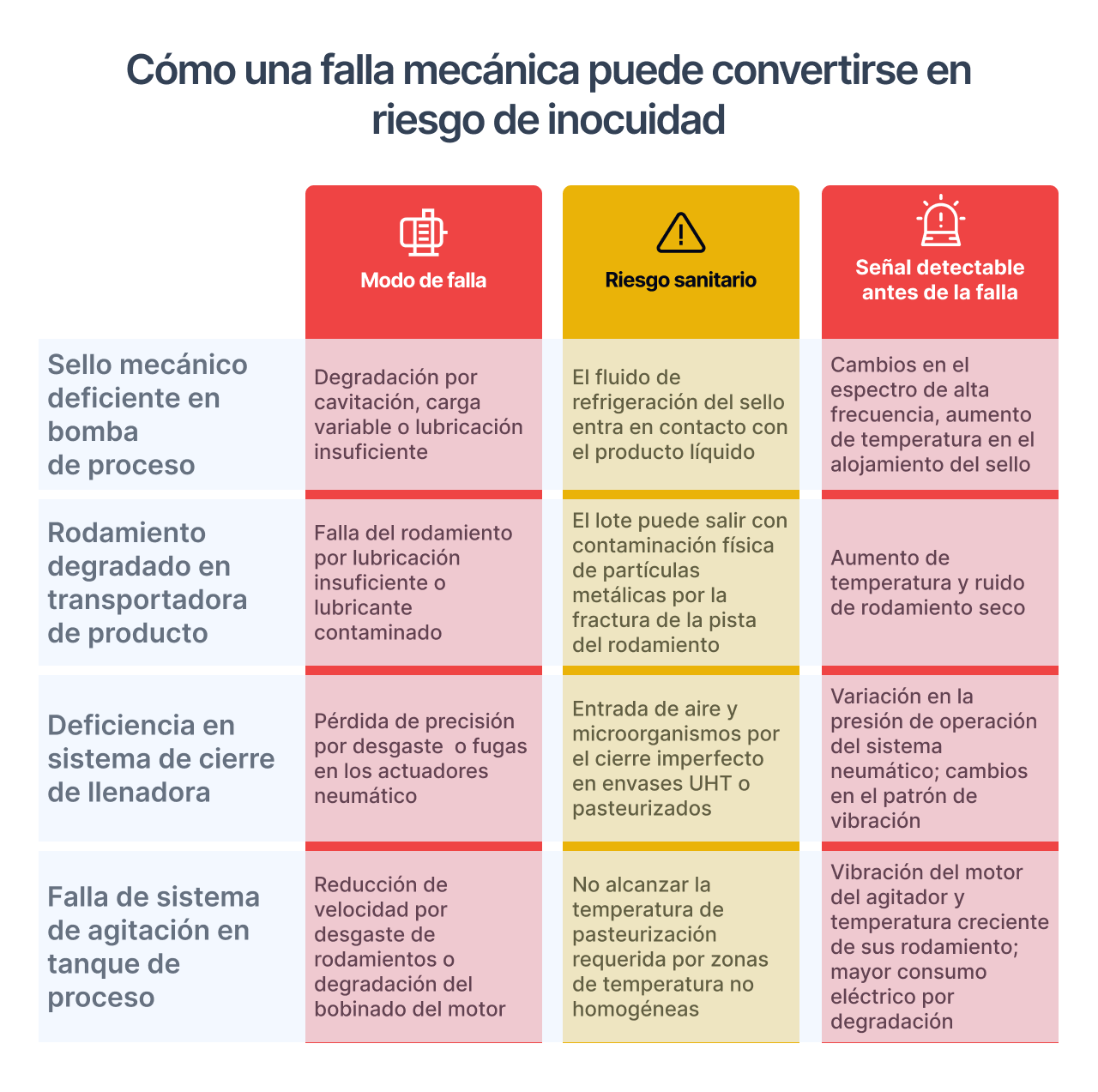
Cómo una falla mecánica puede convertirse en riesgo de inocuidad
Los cuatro casos que siguen son los modos de falla más comunes en activos de líneas de proceso alimentario, con sus consecuencias sanitarias directas y las señales de condición que los preceden.
Sello mecánico deficiente en bomba de proceso
Modo de falla: el sello de una bomba centrífuga de proceso se degrada por cavitación, carga variable o lubricación insuficiente. La degradación del sello es progresiva: primero genera fuga menor, luego falla completa.
Riesgo sanitario: si el sello falla en una bomba que maneja producto líquido, el fluido de refrigeración del sello, que puede ser agua industrial, glicol o aceite de sello, tiene contacto con el flujo de producto. En líneas con análisis de peligros que no contemplan esta ruta de contaminación, el evento puede pasar inadvertido hasta la inspección o la queja del consumidor.
Señal detectable antes de la falla: el análisis de vibración en el cuerpo de la bomba detecta la cavitación y el desgaste del sello como cambios en el espectro de alta frecuencia semanas antes del fallo completo. El incremento de temperatura en el alojamiento del sello es detectable con termometría infrarroja en rutas de inspección.
Rodamiento degradado en transportadora de producto
Modo de falla: el rodamiento de un rodillo de transportadora falla por lubricación insuficiente o por contaminación del lubricante con agua o material de proceso. En líneas de procesamiento de cárnicos, aves, pescado o productos listos para consumo, las transportadoras están en contacto directo o en proximidad inmediata con el producto.
Riesgo sanitario: la fractura de una pista de rodamiento en área de producción genera partículas metálicas. Si esas partículas caen sobre el producto en proceso y no existe un detector de metales corriente abajo con sensibilidad suficiente, el lote puede salir con contaminación física.
Señal detectable: la temperatura del rodillo en degradación es detectable con cámara termográfica durante rutas de inspección. El ruido de rodamiento seco es detectable con ultrasonido industrial antes del bloqueo mecánico. En líneas donde el acceso para inspección de ruta es limitado, el sensor de temperatura continuo en los rodillos críticos es la alternativa práctica.
Deficiencia en sistema de cierre de llenadora
Modo de falla: el sistema de cierre de una llenadora de producto líquido pierde precisión por desgaste de los componentes de posicionamiento o por fugas en los actuadores neumáticos. El cierre impreciso genera variaciones en el sellado del envase que pueden no ser detectables visualmente durante la operación normal del turno.
Riesgo sanitario: un cierre imperfecto en un envase de producto UHT o pasteurizado permite la entrada de aire y microorganismos. El producto sellado de forma deficiente puede cumplir la inspección visual inicial pero degradarse antes de su fecha de vencimiento declarada.
Señal detectable: la variación en la presión de operación del sistema neumático de la llenadora es detectable con monitoreo de consumo de aire comprimido. El análisis de vibración del sistema de sellado detecta cambios en el patrón de operación que anticipan la pérdida de precisión de los componentes de cierre.
Falla de sistema de agitación en tanque de proceso
Modo de falla: el motor del agitador de un tanque de pasteurización, mezclado o fermentación reduce su velocidad por desgaste de rodamientos o degradación del bobinado. La reducción de velocidad puede ser gradual y difícil de detectar sin instrumentación.
Riesgo sanitario: la agitación insuficiente en un proceso térmico genera zonas de temperatura no homogénea dentro del tanque. El sensor de temperatura que controla el proceso registra la temperatura en un punto; si la agitación no distribuye el calor de forma uniforme, puede existir una zona fría que no alcanza la temperatura de pasteurización requerida. El lote puede certificarse como pasteurizado cuando en realidad no lo está completamente.
Señal detectable: la vibración del motor del agitador y la temperatura de sus rodamientos con tendencia creciente son señales detectables con monitoreo continuo. El análisis de corriente del motor detecta el incremento de consumo eléctrico asociado a la degradación del bobinado o a la resistencia mecánica elevada por desgaste de rodamientos.
El mantenimiento de condición como barrera de inocuidad
El APPCC identifica peligros y establece puntos de control, pero parte de un supuesto que no siempre se cumple: que los activos mecánicos en los puntos críticos de control funcionan correctamente. Cuando ese supuesto falla, el sistema de control de inocuidad registra cumplimiento mientras el activo en condición degradada no puede ejecutar el control que el sistema le asigna.
El monitoreo de condición potenciado por IA cierra ese supuesto: no como sustituto del APPCC, sino como capa adicional que verifica que los activos que ejecutan los controles están en condición de hacerlo. En los términos del sistema de inocuidad, es una medida de control preventiva que reduce la probabilidad de fallo en los puntos críticos del proceso.
La diferencia práctica entre un programa de mantenimiento preventivo estándar y uno con monitoreo de condición en activos críticos de inocuidad no es solo operativa. Es documental: el programa con monitoreo continuo puede demostrar, con datos fechados y auditables, que los activos en los PCC estuvieron bajo supervisión sistemática durante el período auditado.
Qué requieren las normas de inocuidad sobre el mantenimiento de activos
ISO 22000:2018, BRC Global Standard for Food Safety y el estándar IFS Food incluyen requisitos sobre el mantenimiento de equipos como parte del programa de prerrequisitos del sistema de gestión de inocuidad. Los tres coinciden en que los equipos deben mantenerse en condición adecuada para su propósito y que debe existir evidencia documentada de ese mantenimiento.
La diferencia entre cumplimiento básico y excelencia operativa está en qué se puede demostrar. Un programa preventivo por calendario puede demostrar que el mantenimiento se realizó según el plan. Un programa con monitoreo de condición puede demostrar que los activos estuvieron en condición verificada durante el período completo, no solo en las fechas de intervención.
BRC Global Standard for Food Safety (versión 9)
La cláusula 4.7 establece los requisitos de mantenimiento de la planta y equipos. El estándar requiere que los programas de mantenimiento preventivo estén documentados y que incluyan la verificación de la efectividad del mantenimiento. Un historial de condición continuo generado por monitoreo de activos aporta evidencia de efectividad que un registro de ejecución de tareas preventivas no puede aportar por sí solo.
IFS Food (versión 8)
El requisito 4.10 establece que los equipos con impacto en la inocuidad del producto deben estar incluidos en el programa de mantenimiento preventivo, con evidencia de su efectividad. La guía completa de ISO 22000 y certificación de seguridad alimentaria detalla qué exige cada estándar y qué nivel de documentación diferencia el cumplimiento básico de la excelencia operativa.
ISO 22000:2018
La sección 8.2.4 sobre control del entorno de trabajo incluye el mantenimiento de equipos como parte de las condiciones que deben controlarse para prevenir la contaminación del producto. El sistema de gestión de inocuidad certificado bajo ISO 22000 debe incluir el programa de mantenimiento como parte del sistema de prerrequisitos, con evidencia de su implementación y efectividad.
Pasos para vincular el programa de mantenimiento al sistema de inocuidad
La integración entre el programa de mantenimiento y el sistema de inocuidad no requiere rediseñar ninguno de los dos. Requiere documentar la conexión entre ambos de forma explícita y sistemática.
Paso 1: identificar los activos críticos en o próximos a los PCC del plan APPCC
Para cada punto crítico de control del plan APPCC, identificar qué activos mecánicos intervienen en el proceso que el PCC controla. Una pasteurización UHT tiene un PCC de temperatura: los activos que intervienen son el intercambiador de calor, la bomba de circulación, el agitador y los sensores de temperatura. La condición de esos activos es parte de la efectividad del PCC.
Paso 2: definir el modo de falla que puede comprometer la inocuidad para cada activo
No todos los modos de falla de un activo tienen impacto en inocuidad. El rodamiento del motor de la bomba de circulación puede fallar de dos formas: falla sin contaminación del producto, que es un paro de producción, y falla con fuga de lubricante hacia el producto, que es un incidente de inocuidad. El análisis debe identificar qué modos de falla específicos tienen impacto sanitario.
Paso 3: establecer qué señal de condición detecta ese modo de falla antes del fallo funcional
Para cada modo de falla con impacto en inocuidad, definir la señal de condición que lo precede y la herramienta que la captura. El sensor Smart Trac combina vibración, ultrasonido y temperatura en un solo dispositivo instalable en minutos sin detener la línea, lo que lo hace especialmente práctico para activos en áreas de producción continua.
Paso 4: implementar monitoreo con la frecuencia adecuada para el modo de falla
La frecuencia del monitoreo debe ser menor que el intervalo P-F del modo de falla identificado. Si una falla de sello mecánico se desarrolla en dos semanas desde las primeras señales hasta el fallo completo, la frecuencia de monitoreo debe ser menor que dos semanas. Para activos en líneas críticas de proceso continuo, el monitoreo continuo es la única frecuencia que garantiza la detección dentro de la ventana de intervención.
Paso 5: vincular las alertas de condición al sistema de trazabilidad del producto
Cuando una alerta de condición crítica se activa en un activo en o próximo a un PCC, el sistema debe poder responder dos preguntas inmediatamente: qué lotes estaban en proceso en las horas anteriores a la alerta y qué lotes están en proceso en este momento. Esa vinculación es la que permite tomar decisiones de retención o liberación con criterio de inocuidad, no solo de disponibilidad.
Paso 6: incluir el historial de condición en la documentación de auditoría
El historial de condición de los activos críticos debe ser parte del dossier de preparación para auditorías. El sistema de monitoreo de condición de Tractian genera ese historial de forma automática y auditable, complementando los registros de temperatura, pH y tiempo que el sistema APPCC ya genera.
Activos que concentran el mayor riesgo sanitario cuando fallan
No todos los activos de una planta alimentaria tienen el mismo potencial de generar un riesgo sanitario cuando fallan. La priorización del monitoreo de inocuidad debe concentrarse en los activos cuya falla tiene una ruta directa hacia el producto.
Equipos de transferencia de calor en tratamiento térmico
Pasteurizadores, esterilizadores UHT, intercambiadores de calor en líneas de bebidas y lácteos. La degradación de las superficies de transferencia o de los sistemas de circulación puede generar zonas del proceso que no alcanzan la temperatura crítica. Son los activos de mayor criticidad de inocuidad en la mayoría de las plantas de alimentos procesados.
Bombas en circuitos de producto
Las bombas centrífugas y de desplazamiento positivo que manejan producto en cualquier etapa del proceso. La falla de sellos mecánicos en estas bombas tiene una ruta directa de contaminación del producto. La prioridad de monitoreo debe ser mayor en las bombas cuyos fluidos del sello son incompatibles con el producto.
Sistemas de dosificación y llenado
Llenadoras, dosificadoras, equipos de inyección de ingredientes. La precisión mecánica de estos sistemas define tanto la conformidad del producto como la integridad del envase. La degradación mecánica que afecta la precisión impacta simultáneamente en calidad e inocuidad.
Transportadoras en áreas de producto expuesto
Las transportadoras en áreas donde el producto no está envasado son activos de riesgo sanitario por contaminación física, principalmente partículas metálicas por fractura de rodamientos o cadenas. Industria alimenticia 4.0: ventajas de la tecnología industrial en alimentos y bebidas documenta cómo le monitoreo de condición ha cambiado la operación de mantenimiento en plantas de este sector.
El argumento económico: costo de un incidente de inocuidad vs. costo del monitoreo
El retiro de producto del mercado tiene costos directos e indirectos que superan con creces la mayoría de las inversiones en monitoreo de condición. Los costos directos incluyen el retiro físico del producto, las pruebas de verificación, la destrucción del inventario retenido y las multas regulatorias. Los costos indirectos incluyen el daño reputacional, la pérdida de contratos con clientes que exigen cero incidentes de inocuidad y el costo de las auditorías adicionales que el incidente genera.
Un sensor de monitoreo continuo en una bomba crítica de proceso cuesta una fracción del costo de un solo retiro de producto. Esa comparación, hecha con datos reales de los costos de inocuidad de la planta, es el argumento financiero que justifica la inversión ante la dirección financiera.
Las certificaciones más exigentes, como FSSC 22000 nivel avanzado, SQF Nivel 3 y BRC AA, requieren evidencia de programas de mantenimiento basados en la condición real de los activos críticos. Un programa con monitoreo continuo y historial auditable posiciona a la planta en el nivel de cumplimiento más alto de esas certificaciones.
Cómo evaluar si tu programa de mantenimiento está integrado al sistema de inocuidad
Hay tres preguntas que revelan si el programa de mantenimiento está integrado al sistema de inocuidad o si opera de forma paralela sin conexión real.
Primera: si hoy se activa una alerta de vibración en la bomba de circulación del pasteurizador, ¿el sistema de inocuidad tiene un procedimiento definido para responder a esa alerta antes de que el activo falle? Si mantenimiento atiende la alerta pero calidad no está involucrada en la decisión de continuar o detener la producción, la integración es parcial.
Segunda: en la última auditoría de inocuidad, ¿el programa de mantenimiento aportó evidencia de la condición de los activos críticos durante el período auditado, o solo aportó registros de las intervenciones ejecutadas? La diferencia es entre demostrar que se hizo el mantenimiento y demostrar que los activos estuvieron en condición adecuada.
Tercera: si ocurre un incidente de inocuidad relacionado con un activo mecánico, ¿el sistema puede reconstruir el historial de condición de ese activo en las semanas previas al incidente? Si la respuesta es no, la capacidad de investigación de causa raíz y de demostración de diligencia ante las autoridades regulatorias es limitada.