
Refinadores de papel e celulose são essenciais para o bom funcionamento da indústria, mas, assim como outros ativos, se degradam com o tempo. E fazem isso de forma silenciosa, progressiva, enquanto o processo segue rodando e o produto vai perdendo qualidade sem que ninguém consiga apontar exatamente quando isso começou.
Esse é o problema central na manutenção de refinadores: a falha não tem um momento dramático. Não há parada brusca, não há barulho que chame atenção do operador, não há alarme de pressão que dispare antes do dano estar feito.
O que há é uma degradação que se acumula disco a disco, mancal a mancal, até que a qualidade da fibra sai da especificação ou o consumo energético sobe a ponto de aparecer no relatório financeiro.
E quando aparece no relatório financeiro, já é tarde para uma intervenção planejada.
A análise preditiva muda essa lógica. Em vez de reagir ao sintoma visível, ela monitora a progressão da degradação e define o momento de intervir com base em dados em vez de se apoiar em suspeitas não fundamentadas ou em calendário pré-definido.
Neste artigo, você vai entender como facilitar o descobrimento da falha em refinadores com monitoramento contínuo, quais são os modos de falha que a preditiva identifica com antecedência, e como estruturar o monitoramento para que o dado vire ação no momento certo.
Leia também:
- Árvore de ativos: como estruturar com Inteligência Artificial
- Cavitação em bombas de caldo: como identificar com sensor de vibração
- Janela de intervenção: o conceito que define o valor da manutenção preditiva
Por que refinadores falham silenciosamente?
O refinador é o ativo responsável por conferir à fibra as características mecânicas que vão definir a resistência, a gramatura e a formação do papel. É ele que transforma a polpa celulósica em uma matéria-prima com especificação controlada e é ele que, quando opera degradado, compromete todo o lote que passa pela máquina sem dar sinal claro de que algo está errado.
O desgaste dos discos de refino é progressivo por natureza. À medida que as barras e ranhuras dos discos perdem geometria por abrasão, o processo de desfibrilação se torna menos eficiente. A fibra sai com grau de refino abaixo do esperado, o papel perde propriedades mecânicas, e a linha começa a compensar aumentando a consistência da polpa ou forçando mais passagens pelo refinador.
Isso gera mais consumo energético, mais desgaste, mais degradação e tudo isso faz parte de um ciclo que se retroalimenta.
O problema é que esse processo não tem um limiar visível. O operador não percebe a queda de qualidade de fibra até que ela já afetou o produto final. O técnico de manutenção não identifica desgaste de disco em inspeção de rota porque o refinador está fechado e em operação.
E o gestor só vê o impacto quando o consumo energético aparece fora do padrão no relatório do mês ou quando a qualidade do papel é rejeitada pelo cliente.
Aqui está o ponto crítico: o aumento de consumo energético é um dos primeiros sinais de desgaste em refinadores, e é sistematicamente ignorado como indicador de manutenção. A maioria das plantas trata esse dado como variável de processo, não como sinal de degradação mecânica. Quando o consumo sobe, ajusta-se o set point. Quando o papel sai fora de especificação, ajusta-se a receita. O disco continua se desgastando.
Sem monitoramento de condição, o refinador opera num ciclo de compensação contínua até o ponto em que a intervenção deixa de ser opcional.
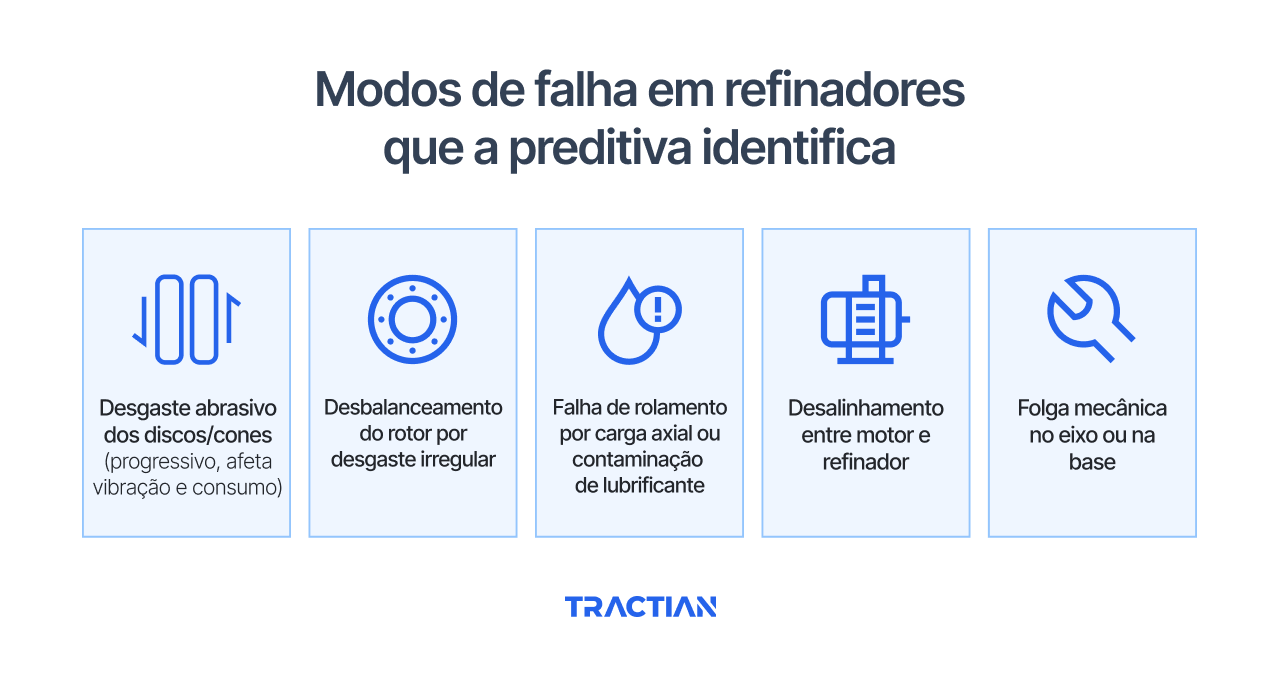
Modos de falha em refinadores que a análise preditiva identifica
Refinadores concentram modos de falha que se desenvolvem em paralelo e se influenciam mutuamente. Identificá-los individualmente, antes que interajam e acelerem a degradação do conjunto, é o que define a eficácia de um programa de manutenção preditiva nesse tipo de ativo.
Veja alguns dos mais comuns e como a análise preditiva os identifica:
Desgaste abrasivo dos discos
É o modo de falha mais característico do refinador e o que mais impacta diretamente a qualidade do produto. O desgaste das barras dos discos por abrasão da fibra é inevitável e progressivo, mas o ritmo desse desgaste depende de variáveis como consistência da polpa, pressão de refino, tipo de fibra e qualidade do material dos discos.
À medida que o desgaste avança, dois efeitos se somam: a eficiência de refino cai, exigindo mais energia para manter o mesmo grau de desfibrilação, e o comportamento dinâmico do conjunto muda.
O disco desgastado de forma assimétrica introduz desequilíbrio no rotor, alterando as amplitudes nas frequências de rotação e de passagem de barras no espectro de vibração. Essa alteração é identificável com antecedência pelo monitoramento contínuo, muito antes que o operador perceba qualquer mudança no produto.
Desbalanceamento do rotor por desgaste irregular
Quando o desgaste dos discos não é uniforme, o que é mais comum do que se imagina, o rotor passa a operar com distribuição assimétrica de massa. O desbalanceamento gerado por esse desgaste se manifesta como pico crescente em 1x RPM no espectro de vibração, com tendência de aumento proporcional à progressão do desgaste assimétrico.
Em refinadores de alta rotação, esse desequilíbrio se amplifica rapidamente. O que começa como um desvio sutil no espectro evolui para sobrecarga dos mancais e do selo mecânico, acelerando o desgaste de múltiplos componentes ao mesmo tempo.
Identificar o desbalanceamento nos estágios iniciais, quando ainda é possível corrigir o set point de processo ou antecipar a troca de disco de forma planejada, é o que separa uma intervenção de 4 horas de uma parada de emergência de 2 dias. A análise preditiva oferece justamente isso.
Falha de rolamento por carga axial ou contaminação
Os rolamentos do refinador trabalham sob carga axial elevada, gerada pela pressão entre os discos. Essa condição é intrinsecamente agressiva para rolamentos axiais e exige lubrificação adequada e monitoramento constante para evitar falha prematura.
Dois mecanismos concentram o risco de falha: a carga axial excessiva, que ocorre quando a pressão de refino é mal calibrada ou quando o desgaste dos discos reduz a folga nominal entre eles, forçando os rolamentos além do limite de projeto; e a contaminação do lubrificante por fibras ou umidade, que é comum em ambientes de processo úmido como plantas de papel e celulose.
Nos dois casos, o sinal aparece antes no ultrassom e na tendência de temperatura do mancal do que nas frequências de defeito de rolamento no espectro de vibração de baixa frequência. Monitorar ultrassom e temperatura em paralelo à vibração é o que permite identificar a degradação do rolamento nos estágios em que ainda há janela de intervenção confortável.
O novo sensor da Tractian oferece justamente esse combo de monitoramento de vibração, ultrassom e temperatura — veja mais detalhes aqui.
Desalinhamento entre motor e refinador
O desalinhamento no conjunto motor-refinador é uma das causas mais comuns de sobrecarga em mancais e selos mecânicos. Ele pode ser originado por dilatação térmica diferencial durante a operação, por assentamento de base, por reparo mal executado ou por deformação estrutural acumulada.
O desalinhamento gera pico elevado em 2x RPM, frequentemente acompanhado de crescimento em 1x, e se distingue do desbalanceamento pela relação entre as amplitudes nessas duas frequências.
Em refinadores, o diagnóstico preciso de desalinhamento é especialmente importante porque o conjunto opera sob carga axial alta e qualquer desalinhamento que se some a essa condição acelera o desgaste de forma não linear.
Folga mecânica no eixo ou na base
Folga mecânica em refinadores se desenvolve progressivamente, por fretting nas interfaces parafusadas da base ou por desgaste das superfícies de contato no eixo. A folga gera uma assinatura característica no espectro: série de harmônicas de rotação (1x, 2x, 3x e superiores) com piso elevado, diferente do broadband de alta frequência da cavitação, mas facilmente confundível com desbalanceamento por analistas sem experiência no tipo de ativo.
Detectar folga mecânica antes que ela evolua é importante não só pelo dano que causa diretamente, mas porque ela mascara outros modos de falha. Um eixo com folga altera a transmissão de forças no conjunto, distorcendo as amplitudes nas frequências de defeito de rolamento e dificultando o diagnóstico dos demais modos.
Como a análise preditiva define o momento de intervir?
Saber o que monitorar é metade do problema. A outra metade é saber interpretar o dado ao longo do tempo e é exatamente aí que a maioria dos programas de manutenção preditiva falha em refinadores.
Veja como a análise preditiva facilita o trabalho do time de manutenção ao definir o momento certo de intervir:
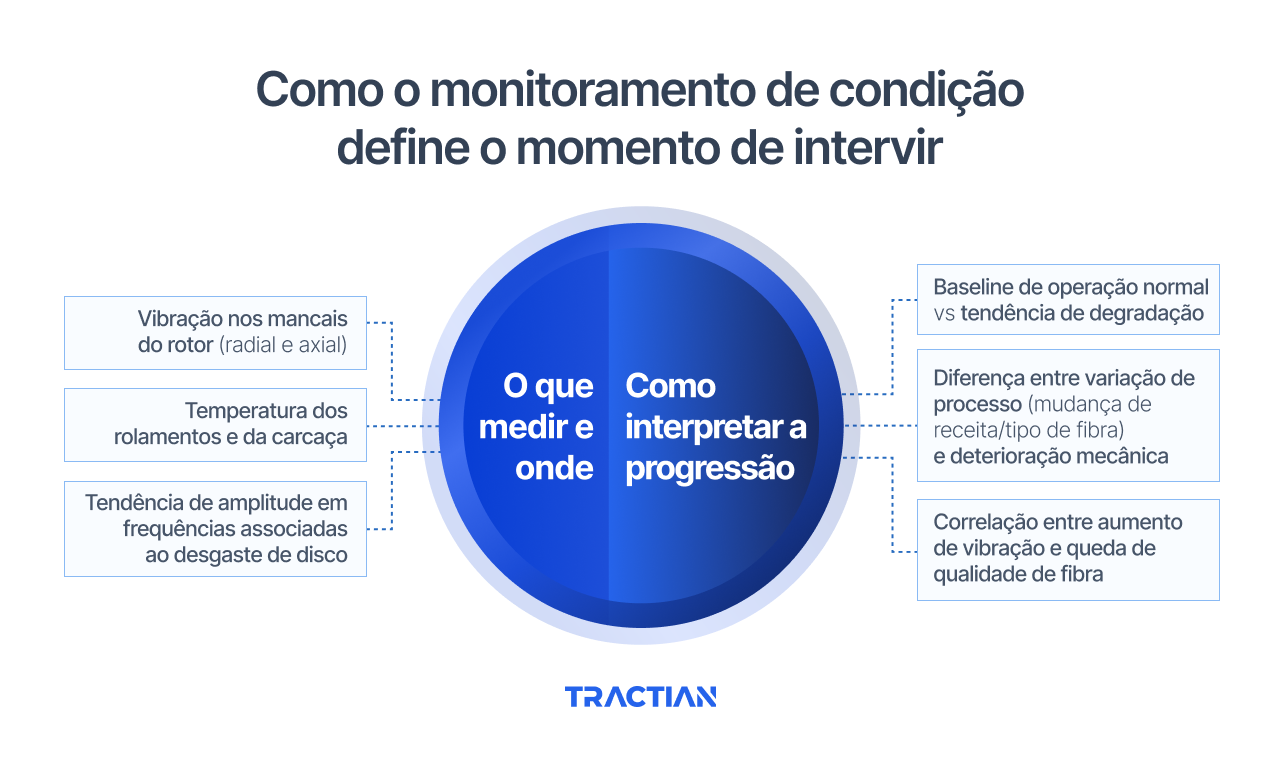
O que medir e onde
O sensor de vibração deve ser instalado nos mancais do rotor, com cobertura em dois eixos: radial (para capturar desbalanceamento, desalinhamento e folga mecânica) e axial (para capturar a carga axial nos rolamentos e identificar desvios no comportamento do thrust bearing).
Em refinadores de duplo disco, a cobertura de ambos os lados do eixo é necessária, até porque o comportamento dinâmico do disco fixo e do disco móvel não é idêntico e pode divergir de formas que revelam modos de falha específicos de cada lado.
Além disso, a temperatura dos rolamentos e da carcaça complementam a análise de vibração. Em especial para detecção precoce de falhas de lubrificação e de desgaste de rolamento por contaminação, o sinal térmico antecipa a mudança no espectro de vibração.
O ultrassom no mancal fecha esse trio: falhas de lubrificação aparecem primeiro no ultrassom, depois na temperatura, depois na vibração. Quem monitora só vibração tem a janela de detecção mais curta dos três.
Como interpretar a progressão
O baseline é o ponto de partida de qualquer análise preditiva em refinadores e ele é mais difícil de estabelecer nesse ativo do que em bombas ou motores, por uma razão específica: o comportamento do refinador muda com a receita.
Mudança no tipo de fibra, na consistência da polpa ou na pressão de refino altera o padrão de vibração do equipamento de forma legítima, sem que haja degradação mecânica envolvida. Um analista que compara o espectro atual com um baseline registrado em condição de processo diferente vai gerar diagnósticos errados, tanto falsos positivos quanto omissões de falha real.
A distinção entre variação de processo e deterioração mecânica depende de dois fatores: a qualidade do registro do baseline (condições de operação documentadas no momento da coleta) e a evolução da tendência ao longo do tempo.
É essa progressão monotônica, a tendência que só vai numa direção, que o monitoramento de condição identifica e que a coleta periódica com coletor portátil não tem resolução temporal para capturar de forma confiável.
A correlação entre aumento de vibração e queda de qualidade de fibra é o dado mais poderoso disponível para o gestor de manutenção em uma planta de papel. Quando o espectro mostra desgaste crescente de disco e o dado de qualidade do produto mostra desvio de grau de refino na mesma janela de tempo, a decisão de intervir fica muito mais fácil (e baseada em dados).
Veja como a IA pode ajudar na detecção dessas falhas.
Por que a inspeção periódica não funciona em refinadores operando em turno contínuo
Existe uma contradição estrutural na forma como refinadores ainda são monitorados na maioria das plantas: o ativo opera de forma contínua, sem pausa, com degradação progressiva que evolui entre uma coleta e outra. E a estratégia de monitoramento é periódica, discreta, com resolução temporal incompatível com o ritmo de evolução dos modos de falha.
A rota semanal com coletor portátil tira uma foto do estado do refinador. Se a foto é tirada num momento em que o processo está estável e as condições de carga são nominais, o sinal pode não mostrar nada relevante. Na semana seguinte, o mesmo refinador pode estar em estágio avançado de desgaste de disco e a próxima foto só será tirada dali a 7 dias.
O problema disso reside na qualidade do método, até porque a coleta pontual não constrói histórico nenhum. Ela acumula fotos isoladas que não revelam a tendência entre elas. E é a tendência, o ritmo de evolução do sinal ao longo do tempo, que define o momento certo de intervir.
Um refinador que opera em turno contínuo precisa de dado contínuo. Não há outra forma tecnicamente defensável de monitorar um ativo com esse perfil de degradação em um processo com esse nível de exigência sobre a qualidade do produto.
Como a Tractian faz análise preditiva de refinadores na prática e suporta o monitoramento contínuo
Os sensores da Tractian são instalados diretamente nos mancais do rotor e passam a coletar dados de vibração, ultrassom e temperatura de forma ininterrupta. A plataforma processa esse histórico com algoritmos de inteligência artificial que aprendem o comportamento normal de cada refinador individualmente, incluindo as variações legítimas associadas a mudanças de receita e tipo de fibra.
Isso nos permite separar o que é variação de processo do que é deterioração mecânica, e gerar alertas somente quando há progressão real de degradação, não quando o sinal variou por uma mudança de consistência de polpa que o sistema já reconhece como normal para aquele ativo.
Os alertas chegam com contexto técnico completo:
- Qual modo de falha está em progressão;
- Qual é a tendência ao longo do tempo;
- Qual é a urgência estimada;
- E qual é a ação recomendada.
O analista não precisa revisar espectros manualmente para cada refinador na planta. Além disso, todas as intervenções são acionadas apenas com base em evidência, evitando qualquer achismo.
Para gestores que administram plantas com múltiplos refinadores em diferentes estágios de desgaste, esse modelo muda a forma de planejar as paradas. Em vez de trocar discos por tempo de operação, você troca por condição, com dados que justificam a decisão e histórico que comprova o resultado.
Quer abandonar o achismo e começar a estruturar a análise preditiva dos seus refinadores com base em dados contínuos?