
Compressores estão entre os ativos rotativos mais críticos de uma planta industrial. Eles alimentam linhas inteiras de processo, sistemas pneumáticos, refrigeração e diversas operações auxiliares.
Quando um compressor para sem aviso, a parada se propaga pelas etapas que dependem do ar comprimido ou do gás processado, e o custo da corretiva costuma vir acompanhado de perda de produção.
Por essa razão, monitorar vibração e ultrassom em compressores tem sido uma prática crescente em plantas que buscam ganhar tempo entre o primeiro sinal de degradação e a intervenção.
Mas ler dados desses ativos exige atenção a particularidades que outros equipamentos rotativos não impõem. A assinatura do processo de compressão se mistura à assinatura da falha mecânica, e o analista que não reconhece essa diferença pode acabar avaliando errado.
Este artigo explica como interpretar os dados de vibração e ultrassom em cada tipo de compressor industrial, como cruzar as duas leituras para decidir o momento da intervenção e por que a sincronização dos dois sinais muda o nível de confiança do diagnóstico.
Leia também:
- Sensor de Vibração e Temperatura para Manutenção: Como Escolher
- Top 5 Softwares de Manutenção Preditiva para Indústria
- Manutenção Preditiva: Como Implementar em 2026
O que torna a leitura em compressores industriais diferente de outros ativos rotativos
Em um motor elétrico ou em uma bomba centrífuga padrão, o espectro de vibração saudável é relativamente limpo. As principais componentes esperadas estão associadas à rotação do eixo, às frequências de defeito de rolamento e, no caso de ativos acoplados, ao desalinhamento ou desbalanceamento. Quando algo aparece fora desse mapa, é provável que seja uma falha.
Compressores não funcionam assim. Independentemente da tecnologia (parafuso, pistão ou centrífugo), o processo de compressão em si gera energia mecânica e acústica que se materializa como picos, harmônicas e bandas largas no espectro.
Essa vibração faz parte do próprio processo. Mas ela ocupa o mesmo espaço onde uma falha real apareceria.
Três fenômenos do processo de compressão se confundem com defeitos mecânicos.
O primeiro é a frequência de compressão, gerada pelo número de elementos compressores (lóbulos, pistões, palhetas) multiplicado pelo RPM. Em um compressor parafuso de cinco lóbulos rodando a 3.600 RPM, por exemplo, a frequência de engrenamento dos rotores aparece consistentemente no espectro e tende a confundir um analista que esperava encontrar ali apenas componentes de rolamento.
O segundo é a pulsação de descarga, especialmente forte em compressores alternativos, que produz harmônicas múltiplas do RPM e modula a forma de onda no tempo. O sinal é naturalmente “sujo”, e qualquer leitura interpretada com a régua de uma bomba ou ventilador vai gerar falsos positivos.
O terceiro é a variação de carga, comum em compressores que operam por demanda. Quando o ativo modula entre carga e alívio ou entra em ciclo, a amplitude de vibração varia significativamente sem que exista qualquer deterioração mecânica.
Sem entender o que é processo e o que é falha, o analista decide errado. Ele pode acionar uma equipe de campo para investigar um pico que sempre esteve ali, ou pode deixar passar a evolução de um defeito que está crescendo, mas fica disfarçado no ruído do processo.
Como ler vibração em compressor industrial
Cada tecnologia de compressão produz uma assinatura vibratória diferente. Entenda como ler a vibração de cada tipo de compressor:
Compressor parafuso
O compressor parafuso é provavelmente o mais comum em plantas que demandam ar comprimido contínuo. Seu funcionamento se baseia em dois rotores helicoidais (macho e fêmea) que giram em engrenamento, comprimindo o gás à medida que ele avança pelos lóbulos.
A assinatura vibratória saudável é dominada pela frequência de rotação (1xRPM) dos eixos macho e fêmea, que normalmente são diferentes em função da relação de transmissão entre os rotores.
Aparecem também a frequência de engrenamento dos rotores (lobe pass frequency, ou LPF), calculada como o número de lóbulos do rotor macho multiplicado pelo seu RPM, com suas harmônicas geralmente com energia relevante, e as frequências de defeito de rolamento nos quatro mancais (rolamentos do macho e da fêmea, lado acionamento e lado oposto), que costumam ser detectadas inicialmente em alta frequência via aceleração ou envelope.
O que merece atenção é o crescimento das harmônicas do LPF, principalmente as ordens superiores. Esse comportamento costuma indicar folga progressiva entre os rotores, decorrente de desgaste de mancal axial ou radial, ou de contato lóbulo-a-lóbulo por perda de filme de óleo.
Aumentos consistentes da energia em bandas de alta frequência (aceleração RMS ou demodulação) antecipam falhas em rolamentos antes mesmo que o defeito apareça em velocidade RMS.
O crescimento de 1xRPM com a mesma fase em diversos pontos pode indicar desbalanceamento de rotor, o que é raro, mas possível após contaminação por carbono ou impacto interno.
E bandas modulando o LPF apontam para problemas na transmissão entre motor e compressor (acoplamento, polias, correia ou caixa redutora, dependendo do arranjo).
O envelope é particularmente útil em parafuso porque o processo de compressão concentra muita energia em baixa e média frequência, mascarando os impulsos repetitivos de falha de rolamento na análise FFT tradicional.
Compressor pistão
O compressor alternativo, também chamado de pistão, comprime o gás por movimento linear, com válvulas de sucção e descarga abrindo e fechando a cada ciclo. Esse movimento gera vibração intrinsecamente impulsiva e, mesmo quando está saudável, gera algum ruído mecânico.
A assinatura saudável apresenta harmônicas do RPM com energia significativa em 1x, 2x, 3x e múltiplos superiores, refletindo os ciclos de compressão e o número de cilindros. Aparecem picos correspondentes ao número de cilindros multiplicado pelo RPM, que marcam a frequência de pulsação. Há vibração axial relevante, especialmente em compressores horizontais, vinda da reação ao movimento das bielas. E a forma de onda no tempo, com picos repetitivos, costuma ser mais informativa que o próprio espectro em diversos casos.
A modificação do padrão da forma de onda entre ciclos é um dos indicadores mais confiáveis nesse tipo de equipamento. Válvulas de sucção ou descarga em degradação alteram o impacto característico de abertura ou fechamento, e essa mudança aparece no time waveform antes de modificar significativamente o espectro.
O crescimento das harmônicas mais elevadas do RPM, acima da quarta ou quinta ordem, pode indicar folga em mancal de biela, em pino de pistão ou em mancal principal.
O aumento do crest factor em aceleração sinaliza componente impulsiva crescente, geralmente associada a impactos por folga ou batida de válvula.
E o aumento da vibração axial sem mudança proporcional em radial costuma apontar para problemas na fixação do compressor à base ou folga em mancal principal.
Em compressores alternativos, a leitura baseada apenas em valores RMS de velocidade tende a esconder muita coisa. A análise no domínio do tempo é parte essencial do trabalho.
Compressor centrífugo
O compressor centrífugo opera por princípio dinâmico, com um ou mais impelidores girando em alta rotação (tipicamente entre 10.000 e 50.000 RPM em estágios diretos, embora versões com caixa multiplicadora cheguem a faixas maiores). Por sua natureza, é o compressor com espectro mais limpo entre os três.
A assinatura saudável apresenta 1xRPM dominante com baixa amplitude, refletindo o resíduo normal de desbalanceamento de fábrica. Aparece também a frequência de passagem de pás (blade pass frequency, ou BPF), calculada como o número de pás do impelidor multiplicado pelo RPM. Em equipamentos com difusor estatórico, a passagem pela aleta fixa (vane pass frequency) também aparece. Harmônicas baixas do RPM completam o quadro, geralmente com energia muito menor que a fundamental.
Crescimento de 1xRPM é o primeiro sinal de desbalanceamento, que em compressores centrífugos pode ser provocado por erosão de impelidor, depósito ou fratura de pá.
Um 2xRPM crescente com componente axial é típico de desalinhamento, especialmente em compressores acoplados a motores via cardan ou acoplamento elástico.
Componentes sub-síncronas, abaixo de 1xRPM, são particularmente críticas, porque indicam instabilidade aerodinâmica, como surge ou stall rotativo. Em compressores centrífugos, esses fenômenos podem se desenvolver em minutos e causar dano severo ao impelidor e aos selos.
Modulações em torno da BPF apontam para problemas na geometria do impelidor ou na interação entre rotor e difusor.
Em equipamentos centrífugos, a sensibilidade do espectro é alta. Pequenos crescimentos de amplitude em frequências específicas merecem investigação imediata, ainda que os valores absolutos pareçam baixos comparados a outros tipos de compressor.
Como ler ultrassom em compressor industrial
A análise por ultrassom captura sinais acústicos em alta frequência, tipicamente entre 20 e 100 kHz, faixa em que a maioria dos fenômenos de processo já não aparece.
Por isso, o ultrassom é essencial para detectar três classes de problema que a vibração não enxerga ou enxerga tarde:
Vazamento interno e externo
Todo vazamento de gás sob pressão gera um regime turbulento na passagem pelo orifício de fuga, e esse regime emite ruído ultrassônico em banda larga. Quanto maior a diferença de pressão e menor o orifício, mais consistente é o sinal.
Vazamentos externos (uniões, conexões, válvulas de alívio, gaxetas, selos secos) aparecem como sinal localizado e estável, geralmente sem flutuação significativa.
Vazamentos internos (passagem entre estágios, válvulas de descarga em compressor alternativo que não estão vedando, anéis de pistão desgastados) aparecem como sinal contínuo e localizado no corpo do compressor, e costumam ser identificados por comparação entre pontos do equipamento ou por crescimento de tendência ao longo do tempo.
Cada vazamento corrigido reduz o consumo de energia do compressor de forma proporcional. Por isso, a análise de vazamento por ultrassom é uma das aplicações com retorno mais direto.
Lubrificação em mancal
Um mancal bem lubrificado emite um nível de ultrassom estável e baixo, próximo ao chamado “ruído de fundo” do rolamento em operação. Quando o filme de óleo ou graxa começa a falhar, esse padrão muda em uma sequência reconhecível.
A subida gradual do nível de ultrassom indica que o contato metal-metal começou a aumentar. Esse é o melhor momento para reengraxar ou completar o óleo, porque a lubrificação ainda está agindo, mas o filme está fino.
Um sinal alto e instável indica que a lubrificação está degradada (por oxidação, contaminação ou perda de aditivos) ou em quantidade insuficiente. E um sinal alto após reengraxe indica excesso de graxa, com o rolamento operando sob pressão hidráulica indevida. O excesso de graxa é uma causa frequente de falhas em mancais elétricos e mecânicos.
Essa progressão é especialmente útil em compressores parafuso, onde a vida útil dos rolamentos depende diretamente da qualidade da lubrificação, e em motores elétricos acionadores, onde o reengraxe baseado em rota fixa frequentemente erra o momento certo.
Atrito incipiente
Antes que um defeito de rolamento produza energia suficiente para aparecer no espectro de vibração, ele já gera microimpactos detectáveis em ultrassom. A explicação física para isso é que a vibração só responde quando há massa em movimento alterado, enquanto o ultrassom responde ao próprio contato.
Picos curtos de ultrassom em padrão repetitivo apontam para defeitos pontuais em pista de rolamento, como raias, mossas ou lascas iniciais. Uma elevação consistente do nível de fundo sugere desgaste distribuído de pista ou de elementos rolantes. E um sinal com padrão de “raspagem” é típico de contato secundário entre componentes que deveriam estar separados pelo filme de óleo, como roçamento de selo ou contato entre rotores em parafuso seco.
A janela de antecipação ganha pelo ultrassom em relação à vibração varia, mas costuma ficar entre semanas e meses para falhas em rolamento e dias para falhas em lubrificação. Esse é o ganho prático mais relevante da técnica.
Como cruzar vibração e ultrassom para decidir
Vibração e ultrassom não competem entre si, uma vez que cobrem janelas diferentes da curva PF. A vibração se torna sensível quando o defeito já alterou o comportamento dinâmico do ativo, enquanto o ultrassom detecta cedo, antes mesmo que haja energia mecânica relevante. J
untos, eles permitem distinguir entre tipos e estágios de falha com muito mais precisão do que qualquer um isolado.
Três combinações de leitura aparecem com mais frequência na prática:
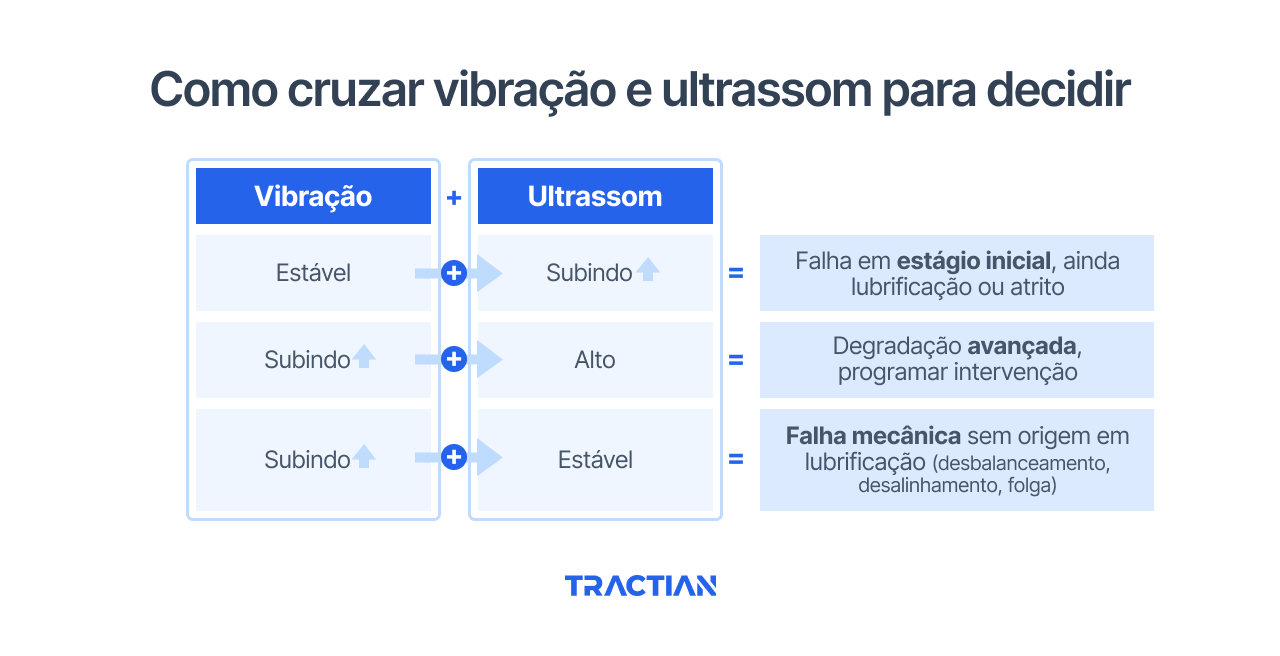
Vibração estável + ultrassom subindo: O ativo está no estágio inicial de uma falha ligada à lubrificação ou ao atrito. O defeito ainda não chegou ao ponto de gerar resposta dinâmica perceptível, mas o contato anormal já está acontecendo. A ação correta nesse cenário costuma ser localizada e barata. É recomendada a lubrificação dirigida, ajuste de regime ou inspeção pontual. É a hora em que a manutenção sai do reativo e ganha tempo.
Vibração subindo + ultrassom alto: A degradação avançou. O defeito já não está restrito ao contato superficial, e a estrutura mecânica do ativo está respondendo. Nesse cenário, a janela para intervenção planejada está se fechando. É hora de programar a parada, separar peças e dimensionar a equipe. Continuar operando sem intervir aumenta o risco de falha funcional em curto prazo.
Vibração subindo + ultrassom estável: A falha tem origem mecânica que não passa por lubrificação ou contato anormal de superfície. É o caso de desbalanceamento, desalinhamento, folga estrutural, problemas no acoplamento ou na fixação à base. A ação recomendada é corrigir a causa dinâmica. Identificar isso cedo evita que o rolamento seja trocado e a causa da vibração retorne em poucas semanas.
A lógica de cruzamento pressupõe que os dois sinais sejam coletados no mesmo ponto e no mesmo instante. Quando o ultrassom vem de uma rota manual feita uma vez por mês e a vibração vem de um sensor online contínuo, a comparação perde resolução temporal e a relação causa-efeito fica difícil de estabelecer. É exatamente esse problema que a sincronização entre os dois sinais no mesmo dispositivo resolve.
Como a Tractian sincroniza vibração e ultrassom no mesmo sensor
A maior parte do mercado de monitoramento de condição ainda trata vibração e ultrassom como técnicas independentes, com vibração via sensor online e ultrassom via coletor manual em rota. Nessa dinâmica, o analista raramente consegue cruzar as duas leituras com a precisão necessária, porque elas vêm de momentos diferentes, instrumentos diferentes e, muitas vezes, equipes diferentes.
A solução de monitoramento de condição da Tractian aborda esse problema integrando vibração e ultrassom no mesmo sensor, com coleta contínua e sincronizada. As duas leituras vêm do mesmo ponto físico do ativo e do mesmo instante de operação, o que permite ao analista e ao próprio sistema de autodiagnóstico avaliar a relação entre os dois sinais sem precisar reconstruí-la a partir de fontes diferentes.
A correlação cruzada entre sensores na mesma máquina ajuda a separar falha real de ruído de processo. Em compressores, onde o processo de compressão gera energia em quase todos os pontos de medição, esse filtro reduz substancialmente o volume de alarmes irrelevantes que o analista precisa avaliar.
O magnetômetro integrado mede o RPM real do compressor de forma contínua, sem dependência de tacômetro externo ou integração com CLP. Isso é importante em compressores que operam com inversor de frequência ou em regimes de carga e alívio, porque as frequências de defeito de rolamento e a frequência de engrenamento dos rotores se deslocam junto com o RPM. Com a velocidade rastreada em tempo real, o espectro é analisado sempre no contexto correto.
Se a sua planta opera compressores críticos e o programa de monitoramento ainda depende de rota manual de ultrassom, vale repensar. Converse com nosso time de especialistas e entenda como implementar um piloto nos ativos críticos da sua operação.