

A pergunta que aparece em quase todo projeto de preditiva na siderurgia é por onde começar. Afinal, uma usina integrada tem milhares de ativos críticos espalhados entre coqueria, alto-forno, aciaria, lingotamento contínuo, laminação a quente e laminação a frio.
Cada uma dessas áreas tem regime térmico, mecânico e químico próprio, e cada uma tem ativos que, ao sofrerem paradas inesperadas, derrubam a cadeia inteira de produção.
Tentar monitorar tudo de uma vez é como não monitorar nada. O orçamento acaba diluído em uma cobertura rasa, a equipe se afoga em alertas sem priorização e o programa de preditiva morre antes de mostrar retorno. Por outro lado, monitorar pouco demais deixa fora justamente o ativo que vai falhar e que pode justificar para a diretoria que a preditiva foi um gasto perdido.
Veja neste artigo os critérios que devem guiar essa priorização para a sua indústria e quais os grupos de ativos que, na prática, costumam aparecer no topo da lista de uma usina madura em confiabilidade.
Leia também:
- Top 5 Softwares de Manutenção Preditiva para Indústria
- ROI da Manutenção Preditiva: Como Calcular
- Manutenção Preditiva: Como Implementar em 2026
Por que a siderurgia exige um critério próprio de priorização
Manutenção preditiva funciona em qualquer indústria que tenha ativo rotativo crítico, mas o que define a ordem de implementação muda de um setor pro outro. Na siderurgia, três fatores empurram essa decisão para um lugar diferente do que se vê em alimentos, bebidas ou farmacêutico.
O primeiro é o ambiente. Áreas de aciaria, laminação a quente e sinterização operam com temperatura de carcaça que passa facilmente dos 80°C, vibração de processo gerada pela própria operação e, em vários pontos, classificação de área para risco de explosão por poeira combustível.
Hardwares genéricos, do tipo que um técnico instala em uma indústria de manufatura discreta, raramente sobrevivem um ciclo completo de campanha. O sensor cai antes do ativo dar o primeiro sinal de degradação, e a planta volta para o monitoramento por rota com coletor portátil, que tem outras limitações.
O segundo é o intervalo P-F. Em uma bomba centrífuga de processo químico, por exemplo, a curva entre a falha potencial e a falha funcional pode ser longa o suficiente para acomodar inspeção mensal e rota semanal.
No entanto, em um exaustor de despoeiramento de forno elétrico a arco ou em um ventilador de combustão de forno de reaquecimento, essa janela é muito mais curta. A degradação evolui rápido, em parte por conta da carga térmica, em parte pelo carregamento de material particulado nas pás que altera o balanceamento do rotor. Quando o desbalanceamento começa a aparecer no espectro de vibração, o operador tem horas, não semanas, para agir.
O terceiro fator é o acesso. Boa parte dos pontos críticos em uma siderúrgica fica em locais que o técnico só chega a partir da parada de manutenção, com travamento de energia, isolamento de área quente e PT&Rs de altura. Ou seja, um coletor portátil, nesse contexto, não é uma opção viável de monitoramento contínuo. É uma checagem de campo que cabe ser feita uma vez por trimestre, no máximo, e que deixa cego quase todo o intervalo entre coletas.
Ativos siderúrgicos que mais se beneficiam da manutenção preditiva
Nem todo ativo da planta entra no mesmo nível de prioridade. Em uma siderúrgica integrada, com aciaria, laminação a quente, laminação a frio e processos auxiliares, existem cinco grupos de ativos onde a preditiva costuma pagar o investimento inicial em meses.
Veja quais são:
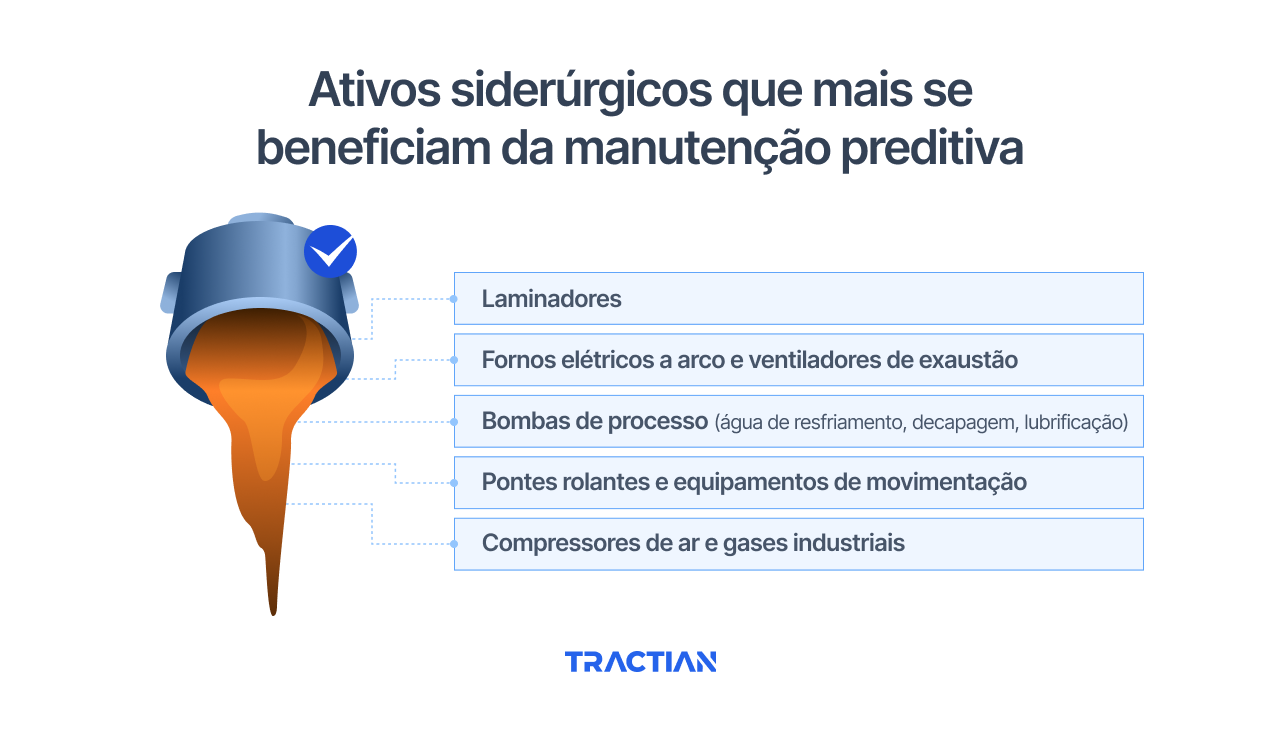
Laminadores
Laminador é, em quase toda usina, o gargalo financeiro mais óbvio. Uma hora de parada em laminador de tiras pode passar facilmente de R$ 300 mil em produção perdida, e a parada raramente é de só uma hora. Componente de gaiola, mancal de cilindro, redutor principal e cardan são pontos onde a falha em estágio avançado costuma gerar dano em cascata, transformando uma intervenção que poderia ser de quatro horas em uma parada de quatro dias.
Os modos de falha relevantes normalmente são bem mapeados: desbalanceamento progressivo em cilindro, defeito incipiente em rolamento de gaiola, folga em acoplamento, desgaste em engrenamento de redutor. Todos esses aparecem no espectro de vibração com semanas de antecedência quando a coleta é contínua e a resolução espectral é suficiente.
Mas em sensores com amostragem baixa ou filtragem agressiva, eles passam.
Fornos elétricos a arco e ventiladores de exaustão
O forno em si tem poucos rotativos diretamente expostos ao processo. O que tem rotativo crítico, e o que mais quebra no entorno do FEA, é o sistema de exaustão e despoeiramento.
A degradação ali tem um padrão consistente. O material articulado se acumula nas pás ao longo da campanha, muda a massa rotativa e introduz desbalanceamento progressivo. O mancal sente a carga adicional, a temperatura sobe, e a evolução da falha acelera. Quando o desbalanceamento atravessa o limite da NBR ISO 1940, a janela de intervenção segura já encurtou o suficiente.
No entanto, o monitoramento de vibração e temperatura, com sincronia, mostra essa progressão antes de ela virar parada. O problema é que o ponto fica em um ambiente em que o coletor portátil não chega com a frequência que a degradação exige.
Bombas de processo (água de resfriamento, decapagem, lubrificação)
Bomba isolada não costuma puxar a atenção da preditiva. O problema é que uma siderúrgica integrada tem dezenas delas, e o que pesa não é o custo de uma falha individual, é o efeito cumulativo. Quando se soma a manutenção corretiva de bombas ao longo do ano, o custo fica entre os maiores da planta, abaixo só de laminação e de motores principais.
Tem ainda o subgrupo crítico, que muda a equação. Bombas de água de resfriamento de molde de lingotamento contínuo, por exemplo, falham e a placa sai com defeito interno antes da equipe perceber. Aí o custo da falha não é o reparo, é a corrida inteira que vira sucata.
A boa notícia é que os modos de falha mais frequentes seguem um roteiro previsível. Cavitação aparece como sinal de banda larga em alta frequência. Desalinhamento entre bomba e motor aparece no segundo harmônico de rotação. E o que chega tarde com vibração tradicional é a degradação de lubrificação no rolamento do motor: o atrito anormal interno gera ondas acústicas em alta frequência muito antes da amplitude vibratória se mexer.
É exatamente essa janela que o ultrassom abre → vale ler mais sobre isso aqui.
Pontes rolantes e equipamentos de movimentação
Ponte rolante é o ativo que quase todo plano de preditiva esquece, e que quase toda planta vê parar pelo menos uma vez por ano. Pátio de placa, pátio de bobina, carregamento de forno, manuseio de panela de aço líquido: cada uma dessas opera em ambiente sujo e fora do alcance da rota tradicional de coletor manual.
A justificativa para deixar de fora é sempre a mesma: difícil de instrumentar, fica muito alto e a equipe tem outras prioridades.
A consequência disso é que as falhas que acontecem em motor de translação, em redutor de movimentação ou em rolamento de polia geralmente são descobertas quando a ponte trava no meio de um movimento, com carga suspensa. Dependendo do caso, isso pode gerar uma situação de risco que pesa muito mais que o custo do reparo.
Não à toa, a maioria das siderúrgicas que têm estrutura preditiva acaba colocando ponte rolante na primeira ou na segunda onda de implementação, depois do laminador.
Compressores de ar e gases industriais
Quase todo compressor crítico tem redundância parcial, e essa redundância cria a sensação de que uma falha é gerenciável. Até o dia em que as duas máquinas em paralelo entram em condição ruim ao mesmo tempo, e a planta percebe que estava operando com margem zero há meses, e sem nem saber.
Os modos de falha são clássicos: desgaste de mancal, folga em acoplamento, desbalanceamento em rotor de estágio, degradação de lubrificação. O que muda em compressor de oxigênio para aciaria é o custo da parada. Sem oxigênio na hora certa, a operação inteira fica comprometida, e o impacto chega na produção de placas antes mesmo do reparo começar.
Como escalar a manutenção preditiva na siderurgia sem escalar complexidade
Saber por onde começar resolve metade do problema. A outra metade é como fazer o programa crescer sem que a equipe se afogue em alertas, em manutenção do próprio sensor ou em integração que nunca termina.
Quatro princípios costumam separar projetos que sustentam o crescimento dos que estagnam em piloto:
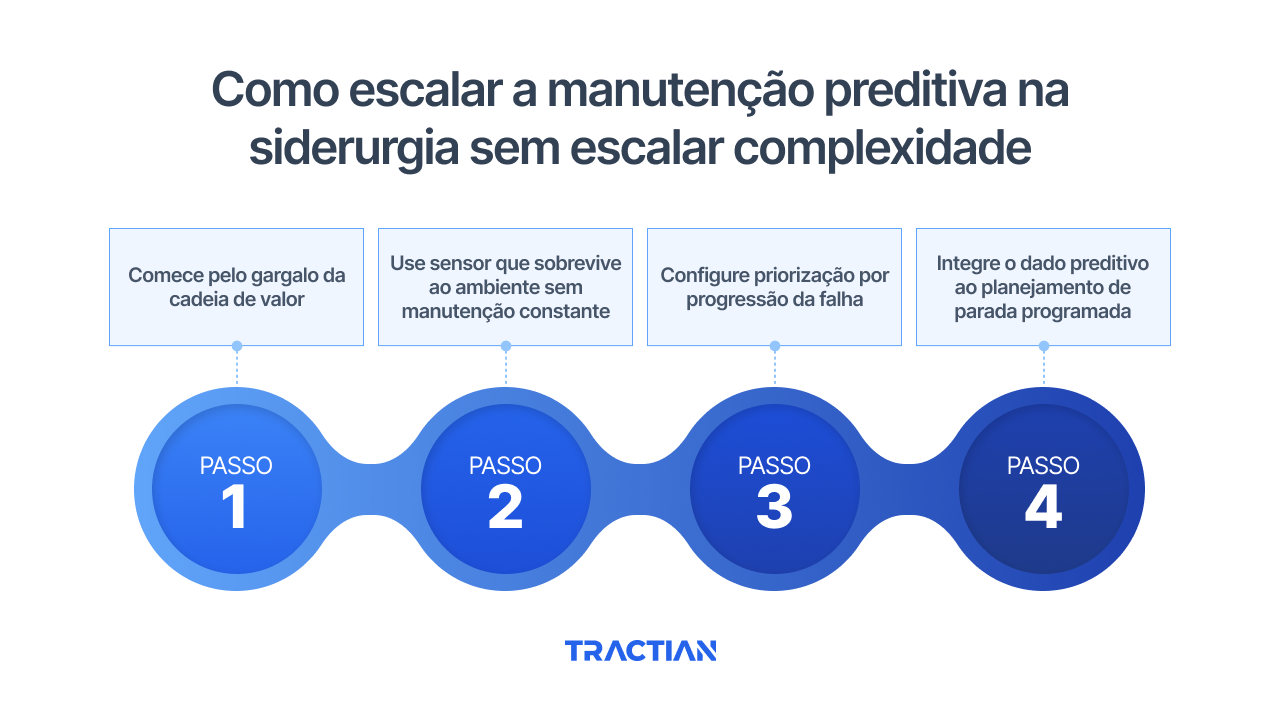
1. Comece pelo gargalo da cadeia de valor
A tentação natural é começar pelo ativo mais conhecido, ou pelo ativo onde a equipe técnica tem mais conforto. É um erro estratégico. O ativo certo para começar é aquele que, se falhar, derruba o maior valor de produção da usina, mesmo que ele seja tecnicamente desafiador para instrumentar.
Em laminação, isso costuma ser o laminador principal. Em aciaria, o ventilador de exaustão do forno elétrico a arco. Em alto-forno, a sopradora principal. Começar pelo gargalo da cadeia justifica o investimento com o caso financeiro mais robusto possível e cria histórico de retorno que sustenta a expansão para os próximos grupos de ativos.
2. Use sensor que sobrevive ao ambiente sem manutenção constante
Sensor que precisa de recalibração a cada três meses, troca de bateria a cada oito meses ou substituição de invólucro corroído a cada ano vira ele mesmo um item do plano de manutenção. Em siderurgia, isso é insustentável.
O critério prático é: o sensor deve durar entre uma parada programada e a seguinte sem intervenção humana. Para ativo crítico em planta com parada anual ou semestral, isso significa bateria de pelo menos dois anos, encapsulamento que aguente temperatura e particulado, e certificação Ex válida no Brasil para áreas classificadas.
Sensor importado sem certificação INMETRO 115/2022 simplesmente não pode operar em zona classificada de coqueria, alto-forno ou área de gases combustíveis.
3. Configure priorização por progressão da falha
Em plantas siderúrgicas, com milhares de pontos potencialmente monitorados, a quantidade absoluta de alertas pode crescer rapidamente. Mas plataformas que disparam alertas apenas em picos isolados de amplitude acabam gerando mais ruído do que qualquer outra coisa.
O que realmente faz a diferença é ter uma plataforma que classifica alerta por progressão da falha (estágio inicial, intermediário, avançado) e prioriza pelo risco real a entrega de informações acionáveis.
Sem isso, seu time receberá alerta de tudo o que está fora do limiar e assim perderá a capacidade de identificar o que realmente está em deterioração rápida.
4. Integre o dado preditivo ao planejamento de parada programada
O ganho real da preditiva na siderurgia raramente é evitar paradas no sentido absoluto. O que ela faz, na prática, é converter parada não planejada em parada programada. Isso só acontece se o dado de condição estiver dentro do mesmo ambiente onde a equipe planeja a parada de manutenção.
Quando o alerta de progressão de falha de um rolamento de cilindro chega no mesmo sistema onde o planejador programa a parada da campanha, e quando ele já vem com modo de falha provável, ação recomendada e contexto histórico, a decisão fica muito mais fácil de ser tomada.
Antecipar a intervenção ou aguardar até a próxima parada deixa de ser um julgamento por intuição e passa a ser uma escolha por evidência. Esse é o ponto onde monitoramento de condição vira parte do planejamento de manutenção, em vez de só mais um sistema paralelo.
Como a Tractian eleva a manutenção preditiva na siderurgia
Quando se olha em conjunto o que define a preditiva na siderurgia, ambiente severo, intervalo P-F curto, acesso restrito, pontos espalhados em pátios, fornos e galpões, fica claro que o problema raramente é falta de competência técnica da equipe de manutenção.
É falta de uma estrutura que sustente o programa sem trazer mais carga para quem já está no limite.
A solução de monitoramento de condição da Tractian foi desenhada com isso em mente. O sensor é certificado para as áreas classificadas onde os pontos mais críticos da planta vivem, opera em temperatura e particulado severos sem precisar de manutenção constante e pode ser instalado em minutos.
E é aí que o programa começa a se sustentar. O alerta chega para a equipe com causa provável, modo de falha e ação recomendada. A criticidade do ativo entra na sensibilidade do alarme e a prioridade vem da progressão, não do horário em que o alerta foi disparado.
Quer testar na prática?
Em plantas siderúrgicas, de mineração e de metais que adotaram a solução, o resultado tem sido excelente: redução média de 13% no MTTR, mais de 800 horas de downtime evitado por ano em uma única operação e queda de 10% no custo total de manutenção.
