La planta tiene sensores IoT en el refrigerador de materia prima. Los motores de la línea de envasado siguen parando sin previo aviso. Hay algo en ese orden de prioridades que no cuadra.
Este artículo está escrito para el gerente de planta que ya tiene presupuesto tecnológico aprobado y está decidiendo cómo distribuirlo. No es una lista de tecnologías disponibles: es una evaluación de cuáles tienen impacto directo en disponibilidad e inocuidad y cuáles son aspiracionales en el contexto real de una planta alimentaria.
La distinción importa porque invertir en la tecnología incorrecta no es solo un gasto sin retorno: es una oportunidad perdida de invertir ese mismo presupuesto donde habría generado resultados medibles.
La distinción que importa: tecnología de activos vs. tecnología de proceso
Hay dos capas de tecnología en una planta alimentaria. La tecnología de proceso gestiona recetas, temperaturas, tiempos: el PLC, el SCADA, el sistema de control. La tecnología de activos gestiona el estado de la maquinaria que ejecuta ese proceso.
El error más común: invertir en tecnología de proceso asumiendo que los activos físicos van a aguantar. Un SCADA puede gestionar la receta perfecta, pero si el motor del mezclador para a mitad del lote, la receta no sirve de nada.
En la industria alimentaria, esta distinción tiene una dimensión adicional: el paro de un activo crítico no solo detiene la producción. Puede comprometer materia prima perecedera, interrumpir la cadena de frío o generar un incidente de inocuidad. Eso eleva la prioridad de la tecnología de activos por encima de lo que ocurre en otras industrias.
Tecnologías que tienen impacto real en disponibilidad en plantas alimentarias
Monitoreo continuo de condición en activos críticos
La tecnología con mayor ROI demostrado: sensores de vibración y temperatura instalados en motores, bombas, compresores y transportadoras críticas. Detectan degradación semanas antes del paro.
En alimentos, el paro de una línea crítica puede significar materia prima perecedera comprometida o quiebre en la cadena de frío. Un compresor de refrigeración que falla en una planta de lácteos no solo detiene la producción: pone en riesgo el producto almacenado. El costo de ese evento supera con creces el de la intervención planificada que lo habría evitado.
El monitoreo de condición en activos críticos de la línea de producción y de la cadena de frío es la inversión tecnológica con el retorno más rápido y más demostrable en una planta alimentaria.
La instalación de sensores es no invasiva: se montan sin detener la línea y en días la plataforma comienza a generar alertas con diagnóstico de causa raíz. No requiere proyecto de infraestructura de red si el sensor usa conectividad celular.
Trazabilidad del mantenimiento vinculada a inocuidad
La trazabilidad de producto es obligatoria en alimentos. La trazabilidad del mantenimiento raramente lo es con el mismo rigor. Pero debería serlo.
Una intervención con lubricante inadecuado que llega a contacto con producto es un incidente de inocuidad. Las certificaciones como FSSC 22000, BRC y SQF exigen evidencia documentada de que el mantenimiento se ejecuta con materiales aprobados, procedimientos documentados y registro completo.
Una planta con trazabilidad digital del mantenimiento demuestra cumplimiento en minutos. Una con registros en papel puede tardar días en reconstruir la evidencia de una sola intervención. El mantenimiento industrial en la inocuidad alimentaria es un componente del sistema de inocuidad, no una actividad separada.
Digitalización de órdenes de trabajo y SOPs en campo
El papel en piso de planta en alimentos es un problema doble: logístico e higiénico. La digitalización de OTs elimina el papel del área de producción y agrega el beneficio del registro automático con marca de tiempo.
Cada intervención documentada digitalmente se convierte en evidencia auditable. El técnico registra la condición encontrada, los materiales usados y las observaciones de campo desde un dispositivo en el momento de la intervención, no al final del turno desde la oficina.
Para plantas que buscan reducir tiempos de inactividad, la digitalización de OTs también reduce el tiempo entre la detección de un problema y la ejecución de la intervención al eliminar los pasos manuales de comunicación y asignación.
Tecnologías que suenan bien pero tienen implementación compleja
No todas las tecnologías que aparecen en ferias y conferencias del sector tienen el mismo nivel de madurez para implementación en planta. Hay una diferencia importante entre tecnología disponible y tecnología aplicable en el contexto real de una planta alimentaria.
Gemelos digitales sin datos de activos reales
El gemelo digital es una representación virtual del activo físico que simula su comportamiento. Para ser útil, necesita datos reales y continuos de los activos físicos: vibración, temperatura, presión, caudal.
Implementar el gemelo digital antes que el monitoreo de condición es construir el techo antes que los cimientos. Sin datos reales, el gemelo opera con supuestos que no reflejan la condición real de la maquinaria. La secuencia correcta: primero monitoreo de condición que genere datos reales; después, el gemelo digital puede modelar escenarios con información representativa.
IA sin historial de datos suficiente
Los modelos de IA para predicción de fallas aprenden del historial de cada activo. Un activo sin historial de condición no puede ser modelado con precisión.
El monitoreo de condición potenciado por IA funciona porque los modelos están preentrenados con miles de patrones de falla de activos similares. Pero la IA genérica sin datos específicos del activo genera predicciones con tasas de falso positivo que erosionan la confianza del equipo. La IA no es un atajo: es el resultado de tener buenos datos durante suficiente tiempo.
Blockchain para trazabilidad sin datos digitalizados
Si los registros de mantenimiento siguen en papel, agregar blockchain no resuelve el problema: lo hace más caro. El blockchain garantiza la integridad de datos que ya son digitales. No puede digitalizar lo que no se captura.
La inversión correcta en trazabilidad empieza por digitalizar el registro de mantenimiento: OTs digitales, captura de materiales usados con código de lote, evidencia fotográfica vinculada a cada intervención. Eso genera datos trazables sin necesidad de blockchain.
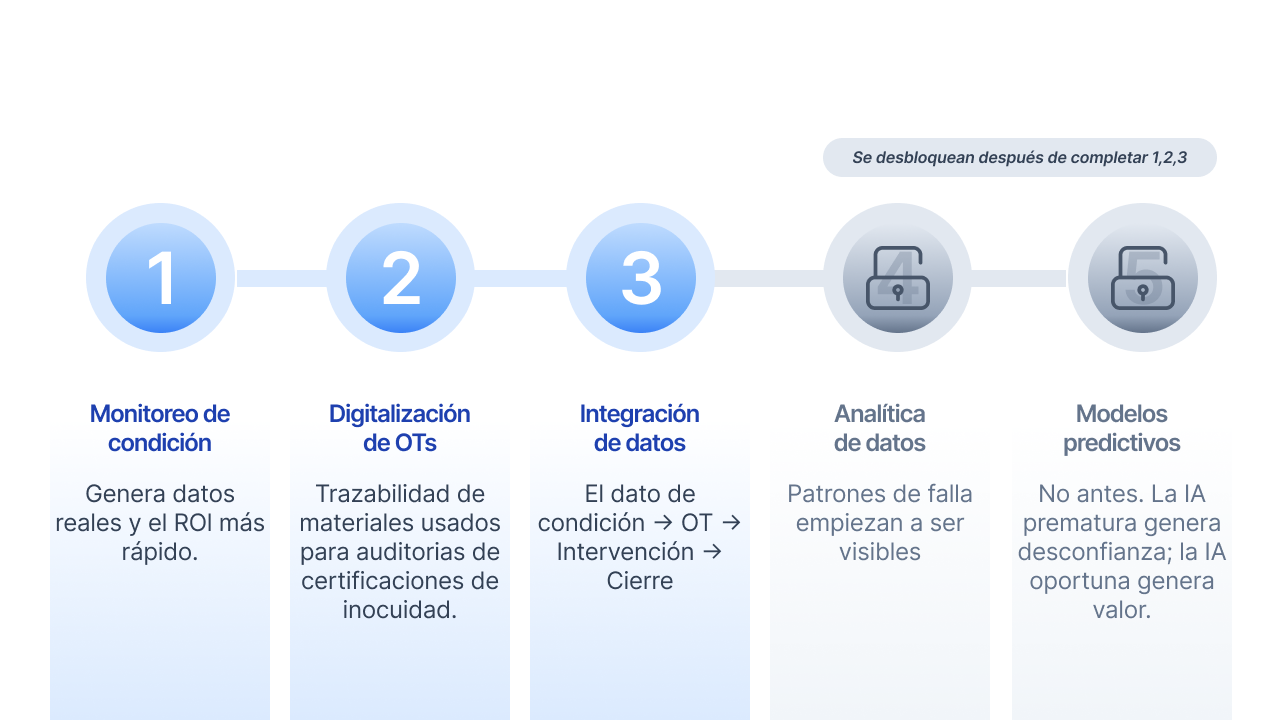
La secuencia correcta de inversión tecnológica
La secuencia no es arbitraria: cada capa depende de la anterior para funcionar correctamente.
El papel del mantenimiento en la inocuidad alimentaria
El mantenimiento y la inocuidad están conectados en al menos tres puntos críticos. Primero: los lubricantes y materiales usados en las intervenciones deben ser aptos para contacto alimentario cuando el activo tiene proximidad al producto. Segundo: la limpieza post-intervención debe seguir protocolos específicos para evitar contaminación cruzada. Tercero: el registro de cada intervención es evidencia de cumplimiento regulatorio.
Una planta con sistema digital de gestión de mantenimiento tiene la evidencia lista para auditoría en minutos. Una planta con registros en papel puede tardar días en reconstruir la trazabilidad de una intervención específica. Esa diferencia no solo afecta el resultado de la auditoría: afecta el costo operativo de prepararse para ella.
Activos críticos en plantas alimentarias que requieren monitoreo prioritario
Compresores de refrigeración. Su falla compromete la cadena de frío y puede generar pérdida total del producto almacenado. El monitoreo de vibración y temperatura detecta degradación de rodamientos y problemas de válvulas semanas antes del paro.
Motores de líneas de envasado. El envasado es frecuentemente el cuello de botella de la producción. El análisis de vibraciones detecta desbalance, desalineación y fallas de rodamiento con antelación suficiente para planificar la intervención.
Bombas de proceso. En plantas de lácteos, jugos y bebidas, las bombas mueven el producto entre etapas. La cavitación y la falla de sellos mecánicos son los modos de falla más destructivos, ambos detectables con monitoreo continuo de vibración.
Transportadoras de cadena. En plantas de cárnicos y granos, las transportadoras son activos de alta criticidad cuyo fallo interrumpe el flujo de producto. La tensión de cadena y el desgaste de sprockets son los puntos de falla más frecuentes.
Qué medir para saber si la tecnología está funcionando
Disponibilidad de línea por turno: antes y después de implementar monitoreo de condición. Este es el indicador más directo. Si la tecnología funciona, la disponibilidad mejora. Si no mejora en seis meses, hay que revisar si los activos correctos están siendo monitoreados.
Paros no planeados por mes en activos monitoreados vs. no monitoreados. La comparación entre activos con y sin monitoreo aísla el efecto de la tecnología del resto de las variables. Un grupo de control dentro de la propia planta.
No conformidades de mantenimiento en auditoría: antes y después de digitalizar el registro. Las certificaciones de inocuidad son el momento de verdad. Si las no conformidades relacionadas con mantenimiento bajan después de la digitalización, la inversión se justificó.
Estos indicadores deben medirse de forma consistente. Una planta que implementa tecnología sin definir cómo va a medir su impacto no podrá demostrar el retorno ni justificar la inversión siguiente. Los indicadores se definen antes de la implementación, no después.
Cómo evaluar proveedores de tecnología para plantas alimentarias
¿El sensor cumple con las clasificaciones IP necesarias para el entorno de la planta? En zonas de lavado a presión, se necesita al menos IP67. En zonas con presencia de vapores corrosivos, la carcasa del sensor debe ser resistente.
¿La plataforma de análisis genera registros auditables? Las certificaciones de inocuidad requieren evidencia documentada. Si la plataforma genera alertas pero no registra el historial de forma auditable, falta una pieza del sistema.
¿La instalación interrumpe la producción? En plantas alimentarias donde las paradas de línea son costosas, la instalación no invasiva es un requisito. El sensor Smart Trac de Tractian se instala en minutos sin detener la línea, con conectividad celular sin dependencia de red de planta.
Preguntas frecuentes
¿Cuánto tiempo tarda en verse el ROI del monitoreo de condición en alimentos?
Los primeros insights de condición aparecen en días. Las primeras alertas de degradación pueden aparecer en las primeras semanas. El ROI medible en reducción de paros no planeados se evidencia típicamente entre los tres y seis meses de operación.
¿El monitoreo de condición requiere detener la línea para instalarlo?
No. Los sensores inalámbricos se instalan de forma no invasiva mientras el activo está en operación. No requieren cableado, no interrumpen la producción y comienzan a transmitir datos inmediatamente después de la instalación.
¿El monitoreo de condición ayuda a cumplir certificaciones de inocuidad?
Indirectamente, sí. El monitoreo de condición continuo con historial auditable demuestra que los activos críticos estuvieron bajo supervisión sistemática. Algunas certificaciones avanzadas como SQF Nivel 3 valoran positivamente los programas de mantenimiento basados en condición.