Cuando una máquina se detiene sin aviso, el reloj no es lo único que queda en pausa. La línea se frena, los turnos se desbalancean y la presión sube. Todo por una falla que, muchas veces, se pudo haber evitado.
Este artículo te muestra cómo entender, calcular y reducir el tiempo de inactividad dentro de la industria. Porque no es solo un problema técnico-es una cuestión de eficiencia, rentabilidad y control operativo.
Qué significa el tiempo de inactividad en la industria
El tiempo de inactividad es el periodo durante el cual un equipo o máquina no está funcionando cuando debería estarlo. Piénsalo como esos momentos en que la producción se detiene, los operarios esperan y los gerentes comienzan a hacer cálculos mentales de cuánto está costando cada minuto parado.
En manufactura discreta, esto puede significar que una línea de ensamblaje se detiene por un componente fallido. Para operaciones continuas como refinación o procesamiento de alimentos, representa un flujo interrumpido que puede comprometer lotes enteros.
La realidad es que cada minuto cuenta. Cuando un equipo crítico falla inesperadamente, no solo pierdes producción - también enfrentas costos de reparación urgente, posibles penalizaciones por entregas tardías y el estrés de reorganizar toda la operación sobre la marcha.
¿El detalle que muchos pasan por alto? No todo el tiempo de inactividad es igual. Algunos paros son inevitables, otros son completamente prevenibles con las herramientas adecuadas.

Diferencia entre tiempo de inactividad y tiempo de inactividad del equipo
Aunque parezcan lo mismo, existe una distinción importante. El tiempo de inactividad general puede incluir paros por falta de materiales, ausencia de personal o decisiones administrativas. El tiempo de inactividad del equipo se refiere específicamente a cuando la máquina no puede operar por razones técnicas.
Esta diferencia importa porque las soluciones varían. Un problema de suministro requiere mejoras en la cadena logística, mientras que una falla de equipo necesita un enfoque de mantenimiento más robusto.
Lo que realmente marca la diferencia es cómo documentas y categorizas estos eventos. Sin datos precisos, terminas atacando síntomas en lugar de causas raíz.
Tipos de inactividad planificada y no planificada
Cuando hablamos de tiempo de inactividad, la distinción más crucial es entre lo planificado y lo no planificado. Veamos la diferencia:
El tiempo planificado es como una visita al médico: puede ser incómoda, pero la programas cuando menos afecta tu agenda. El tiempo no planificado es como una emergencia médica: costosa, estresante y potencialmente peligrosa.
La meta no es eliminar todo tiempo de inactividad (eso sería imposible), sino convertir lo imprevisto en previsto. Cuando logras anticipar y programar tus paradas, recuperas el control de tu operación.
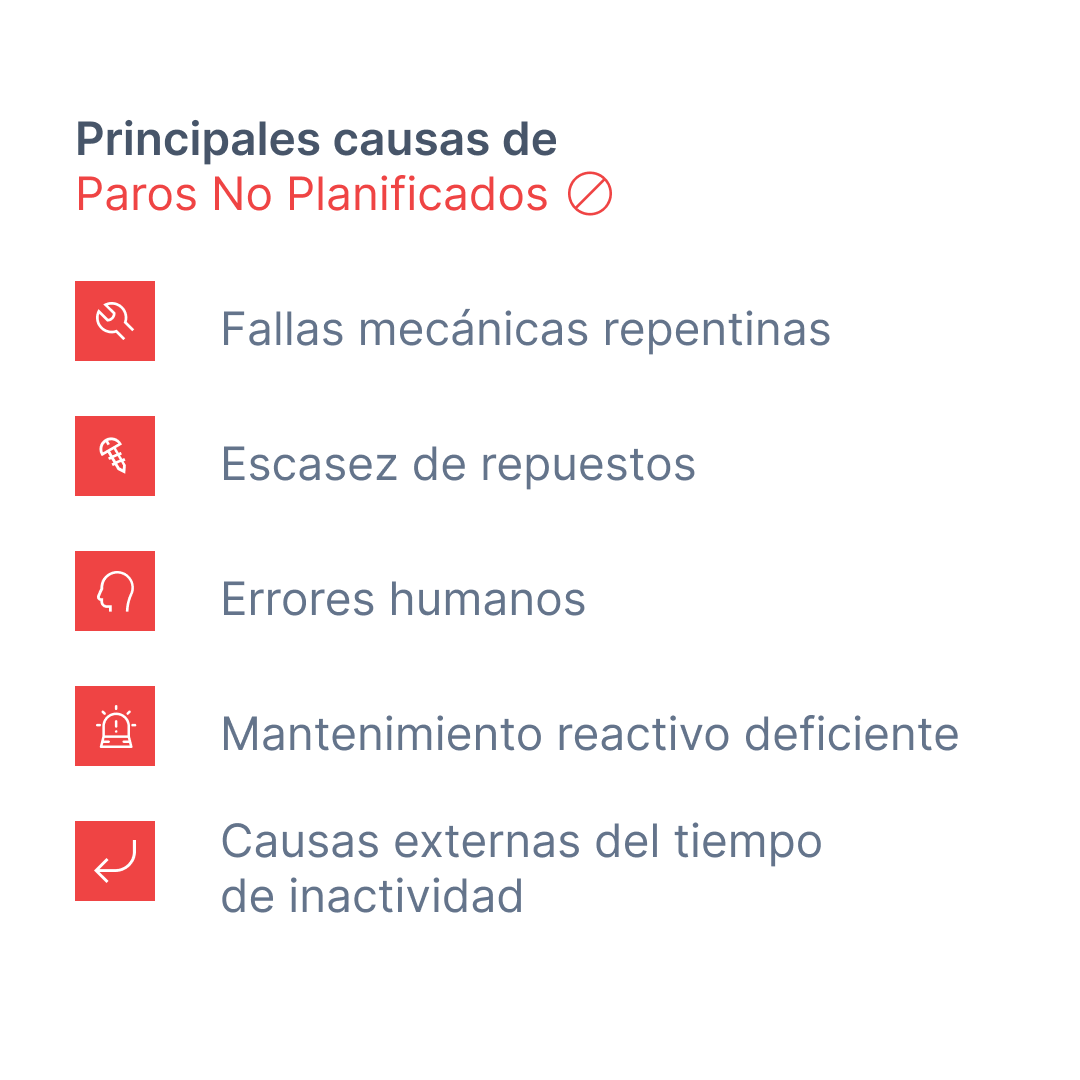
Principales causas de paros no planificados
Identificar por qué se detienen tus equipos es el primer paso para evitar que vuelva a suceder. Estas son las razones más comunes que veo en la industria:
1. Fallas mecánicas repentinas
Los componentes se desgastan, los materiales se fatigan y las piezas eventualmente fallan. Un rodamiento que no recibió lubricación adecuada, un motor que opera constantemente sobrecargado o una correa que nunca fue inspeccionada son bombas de tiempo en tu planta.
Lo frustrante es que la mayoría de estas fallas dan señales antes de ocurrir. Vibraciones inusuales, temperaturas elevadas o ruidos extraños son como el equipo "pidiendo ayuda" antes de detenerse por completo.
2. Escasez de repuestos
¿Cuántas veces has tenido un técnico listo para reparar, el diagnóstico claro, pero ninguna pieza disponible? La falta de inventario adecuado puede prolongar significativamente el tiempo necesario para completar una reparación.
El equilibrio es complicado: almacenar demasiadas piezas afecta al capital, pero tener muy pocas garantiza tiempos de inactividad extendidos. La clave está en identificar qué componentes son verdaderamente críticos para tu operación.
3. Errores humanos
Seamos honestos: todos cometemos errores. Un operador que malinterpreta una lectura, un técnico que aprieta de más una conexión o un supervisor que autoriza operar fuera de parámetros pueden desencadenar paros costosos.
La solución no es culpar, sino crear sistemas que minimicen la posibilidad de error y detecten desviaciones antes de que causen problemas mayores.
4. Mantenimiento reactivo deficiente
Cuando tu estrategia se basa en "arreglar cuando se rompe", estás jugando contra el reloj. Este enfoque reactivo no solo extiende los tiempos de inactividad sino que también aumenta los costos de reparación.
Las organizaciones que solo reaccionan a las fallas con mantenimiento correctivo terminan en un ciclo perpetuo de emergencias, donde nunca hay tiempo para implementar mejoras duraderas.
5. Causas externas del tiempo de inactividad
Factores como cortes eléctricos, problemas con proveedores o eventos climáticos extremos pueden paralizar tu operación sin previo aviso. Aunque no puedas controlarlos directamente, sí puedes prepararte.
Planes de contingencia, sistemas de respaldo y acuerdos con proveedores alternativos son tu mejor defensa contra estas amenazas externas.
Análisis de causa raíz y registro de fallas
El verdadero poder para reducir el tiempo de inactividad está en entender exactamente por qué ocurren las fallas. No basta con arreglar el síntoma; hay que eliminar la causa.
El análisis de causa raíz (RCA) es como ser un detective industrial. Investigas más allá de lo obvio para encontrar el origen real del problema. ¿Por qué falló ese rodamiento? ¿Falta de lubricación? ¿Y por qué faltó lubricación? ¿Procedimiento inadecuado? ¿Y por qué el procedimiento era inadecuado?
Un registro sistemático de fallas te permite identificar patrones. Quizás cierto equipo falla consistentemente después de procesar determinado material, o tal vez las averías ocurren más frecuentemente durante los cambios de turno.
Estos datos son oro puro para tu estrategia de mantenimiento. Sin ellos, estás básicamente adivinando.
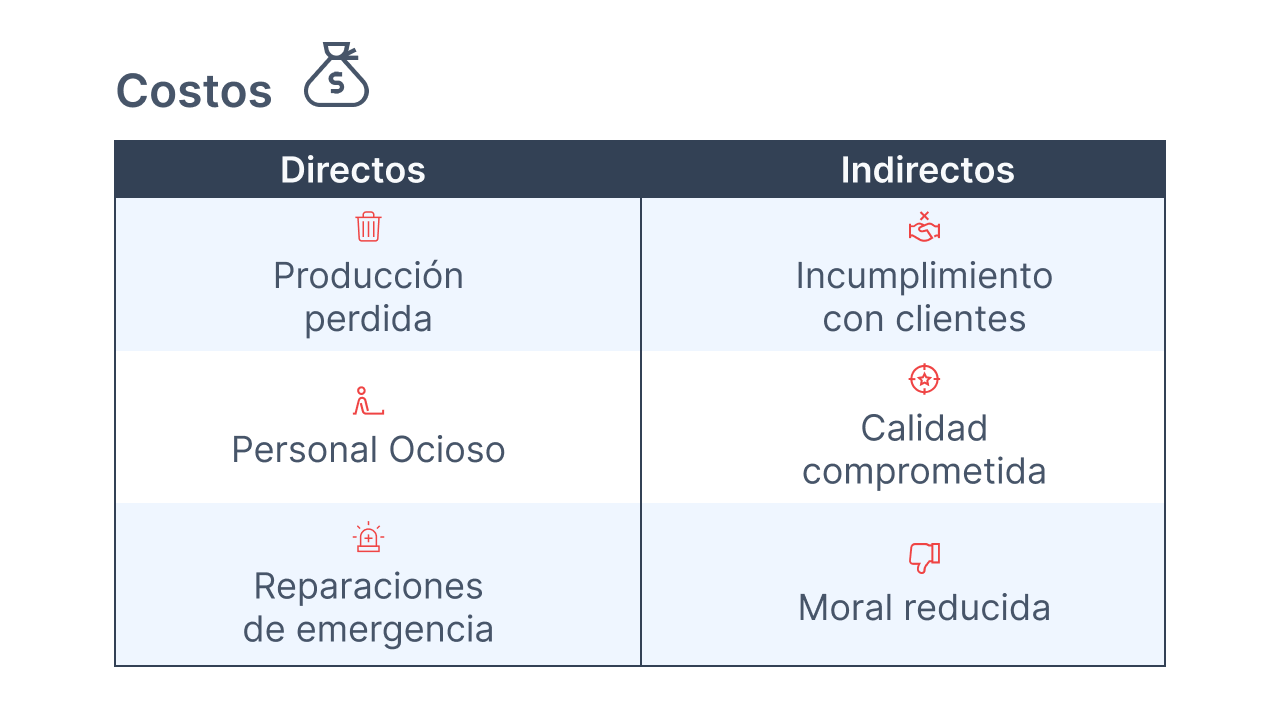
Impacto en la producción y costos operativos
El tiempo de inactividad afecta mucho más que solo la producción inmediata. Sus efectos se extienden por toda la organización:
Costos directos:
- Producción perdida que no se recupera
- Personal ocioso pero que sigue generando gastos
- Reparaciones de emergencia (que generalmente resultan mucho más costosas que las planificadas)
Costos indirectos:
- Incumplimiento con clientes que daña relaciones comerciales
- Calidad comprometida al intentar recuperar tiempo perdido
- Moral reducida cuando los equipos trabajan constantemente en modo crisis
Piensa en el efecto dominó: un equipo crítico falla, la línea se detiene, los pedidos se retrasan, los clientes se molestan, y de pronto estás perdiendo no solo producción actual sino también negocios futuros.
La buena noticia es que cada mejora en la reducción del tiempo de inactividad tiene un efecto multiplicador positivo en toda la operación.
Cómo calcular el tiempo de inactividad y sus pérdidas
Para gestionar el tiempo de inactividad, primero hay que medirlo correctamente. Estos son los cálculos básicos que todo gerente de mantenimiento debería manejar:
Disponibilidad: (Tiempo total - Tiempo de inactividad) / Tiempo total × 100%
Por ejemplo, si una máquina experimenta periodos de inactividad durante la semana, su disponibilidad se puede calcular restando las horas en las que estuvo detenida del total de horas programadas de operación y dividiendo ese resultado entre el total de horas, para obtener el porcentaje correspondiente.
Costo de inactividad: Costo por hora × Duración del tiempo de inactividad
Este cálculo parece simple, pero el "costo por hora" debe incluir producción perdida, mano de obra, energía desperdiciada y otros factores relevantes para tu operación.
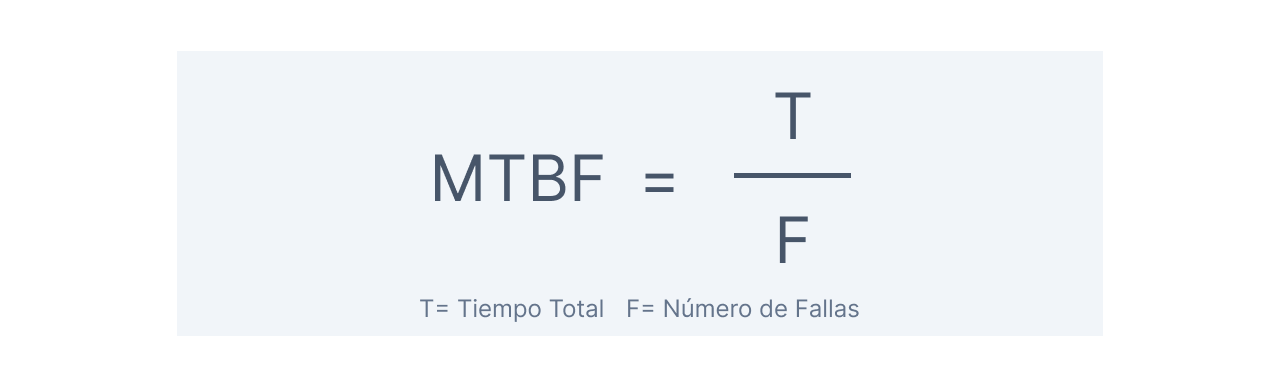
Los indicadores clave que te ayudarán a entender mejor tu situación son:
- MTBF (Tiempo medio entre fallos): ¿Con qué frecuencia falla tu equipo?
- MTTR (Tiempo medio para reparar): ¿Cuánto tardas en resolver cada falla?
- OEE (Eficiencia general del equipo): ¿Qué tan efectivamente utilizas tus activos?
Estos números te dan la base para establecer metas realistas de mejora y medir tu progreso.
Estrategias clave para reducir los paros inesperados
Reducir el tiempo de inactividad no ocurre por accidente. Requiere un enfoque sistemático y estas estrategias probadas:
1. Implementar mantenimiento preventivo
El mantenimiento preventivo es como el ejercicio regular para tus equipos. Consiste en intervenciones programadas basadas en tiempo o uso que previenen fallas antes de que ocurran.
Un buen programa preventivo combina las recomendaciones del fabricante con tu experiencia operativa. Incluye inspecciones visuales, lubricación, ajustes y reemplazo de componentes con desgaste predecible.
Lo valioso del mantenimiento preventivo es que ocurre en tus términos, no cuando el equipo decide fallar.
2. Capacitar a los equipos de mantenimiento
Un técnico bien entrenado puede ser la diferencia entre un paro de minutos y uno de días. La capacitación continua en diagnóstico, técnicas de reparación y conocimiento específico de tus equipos paga dividendos enormes.
Las áreas clave para entrenar incluyen lectura e interpretación de planos, diagnóstico avanzado de fallas, y lo más importante: detección temprana de problemas potenciales.
Recuerda que la tecnología y los equipos evolucionan constantemente. La formación de hace cinco años puede no ser suficiente para los desafíos de hoy.
3. Optimizar el inventario de refacciones
Un inventario bien gestionado equilibra la disponibilidad con la inversión. El secreto está en clasificar tus repuestos según criticidad:
- Componentes críticos sin los cuales la producción se detiene completamente
- Piezas importantes que afectan el rendimiento pero no causan paros totales
- Elementos comunes que pueden obtenerse rápidamente de proveedores locales
Para los componentes verdaderamente críticos, considera tener unidades completas de respaldo. Para lo demás, establece niveles mínimos basados en históricos de consumo y tiempos de entrega de proveedores.
4. Usar indicadores de desempeño
Los KPIs (Indicadores Clave de Desempeño) son tu brújula para la mejora continua. Te muestran dónde estás, hacia dónde vas y qué tan rápido avanzas.
Algunos indicadores fundamentales para monitorear incluyen:
- Disponibilidad de equipos
- Tiempo medio entre fallas (MTBF)
- Tiempo medio para reparar (MTTR)
- Cumplimiento del plan de mantenimiento preventivo
- Costo de mantenimiento por unidad producida
Lo importante no son solo los números, sino las tendencias. ¿Están mejorando con el tiempo? ¿Dónde están los puntos débiles? Estas métricas te guían hacia las áreas que necesitan atención inmediata.

Cómo un CMMS reduce el tiempo de inactividad
Un CMMS (Sistema Computarizado de Gestión de Mantenimiento) transforma la manera en que gestionas tus activos. Va más allá de simplemente digitalizar órdenes de trabajo - crea una estructura que hace del mantenimiento proactivo la norma, no la excepción.
1. Programaciones automatizadas
Con un CMMS, las tareas de mantenimiento se programan automáticamente según criterios predefinidos. Ya no dependes de que alguien recuerde revisar un equipo o cambiar un componente.
El sistema genera alertas cuando se aproximan fechas de servicio, asigna recursos automáticamente y te permite visualizar toda tu carga de trabajo futura. Esto elimina los "olvidos" que frecuentemente resultan en fallas evitables.
2. Visibilidad de órdenes de trabajo
La transparencia que ofrece un CMMS cambia completamente la dinámica de trabajo. Todos los involucrados pueden ver el estado actual de cada orden, su prioridad, los recursos asignados y los tiempos estimados.
Esta visibilidad permite ajustes rápidos cuando surgen emergencias. Los supervisores pueden reasignar recursos, priorizar tareas críticas y asegurar que nada importante quede pendiente.
El resultado es una respuesta más ágil ante problemas potenciales y una mejor coordinación del equipo de mantenimiento.
TMD friction experimentó menos paros inesperados al adoptar la plataforma de Tractian.
«La plataforma ya nos indica la hora exacta en la que ocurre la notificación de una falla para visualizar y analizar los gastos de cada área»
-Pablo García, gerente de mantenimiento de TMD friction.
Resultados tangibles en la disponibilidad
Implementar estas estrategias produce mejoras concretas y medibles. Las empresas que adoptan un enfoque sistemático para reducir el tiempo de inactividad típicamente observan:
- Aumento significativo en disponibilidad de equipos
- Reducción de costos por mantenimiento de emergencia
- Mayor calidad y consistencia en la producción
- Planificación más precisa y confiable
Estos beneficios se refuerzan mutuamente. Mayor disponibilidad significa más tiempo productivo. Menos emergencias liberan recursos para tareas preventivas. Mejor mantenimiento resulta en mayor calidad de producto.
El ciclo virtuoso comienza con un simple cambio de mentalidad: pasar de reaccionar a las fallas a prevenirlas activamente.
La reducción del tiempo de inactividad no es un proyecto único sino un proceso continuo. Cada mejora abre la puerta a la siguiente. Cada falla prevenida libera recursos para prevenir otras.
Para las operaciones industriales modernas, la disponibilidad de los equipos no es solo una métrica técnica - es un factor competitivo crucial. Las empresas que dominan esta disciplina no solo reducen costos, también aumentan su capacidad para responder ágilmente a las demandas del mercado.
Si buscas minimizar paros no planificados de forma sostenible, el CMMS de Tractian te ofrece las herramientas para planificar tu mantenimiento de manera efectiva, gestionar tus órdenes de trabajo inteligentemente y mantener tus activos funcionando de manera óptima.