
Toda planta tem um painel, uma planilha ou um dashboard com os indicadores de confiabilidade. MTBF, MTTR, disponibilidade, às vezes até OEE. Mesmo assim, quando você pergunta pro supervisor por que aquele motor da linha 3 parou de novo, a resposta quase nunca vem do indicador. Vem da memória de quem estava no turno.
Esse descolamento entre o número e a rotina é mais comum do que parece. A confiabilidade está no relatório, mas não no critério de decisão do dia a dia. MTBF cai num grupo de ativos e ninguém destrincha por quê, porque o time está ocupado resolvendo a próxima urgência. Disponibilidade fica abaixo da meta três meses seguidos e a investigação de causa raiz não acontece, porque não sobra hora pra isso entre uma corretiva e outra.
Isso leva a uma operação que mede confiabilidade, mas não a pratica. Os números existem, mas não mudam o que acontece no chão de fábrica.
Como mudar isso?
Este artigo mostra as métricas que sustentam uma estratégia real de confiabilidade, como calculá-las de forma que façam sentido pra sua operação e, principalmente, como transformar esse dado em critério de priorização, de intervenção e de risco, pra que ele saia do slide e entre na rotina.
Leia também:
- Top 3 sensores de vibração para moinhos de cana
- Como o monitoramento de condição muda a rotina de times pequenos
- Manutenção Preditiva: Como Implementar em 2026 (Guia Prático + ROI)
O que é confiabilidade?
Para que uma produção atinja todo seu potencial, é necessário poder confiar no bom funcionamento dos ativos.
A confiabilidade nada mais é do que a probabilidade de um ativo desempenhar sua função durante um período, de acordo com as condições do projeto e andamento das operações da cadeia produtiva.
Esse cálculo é importante porque indica ao gestor de manutenção o quanto pode confiar naquele equipamento, assegurando-o de que a produção seguirá o fluxo esperado. Assim, é possível desenvolver um plano de manutenção mais assertivo.
Existem algumas fórmulas para obter confiabilidade. Apesar de serem diferentes, todas levam em consideração modos de falha que já aconteceram naquele equipamento. Por isso, é essencial manter um acompanhamento constante do maquinário, e garantir que seu controle terá dados exatos e atualizados.
Confiabilidade, Disponibilidade e Manutenibilidade: qual a diferença?
Outro ponto importante é diferenciar confiabilidade de disponibilidade e manutenibilidade. Os três andam juntos e compõem a sigla da Análise RAM, mas jamais devem ser entendidos como sinônimos.
A confiabilidade indica quanto podemos confiar no bom funcionamento do ativo, a disponibilidade é o que mostra se ele pode ser usado naquele momento e a manutenibilidade representa a facilidade com que podemos repará-lo após uma falha.
Calculando a confiabilidade da máquina
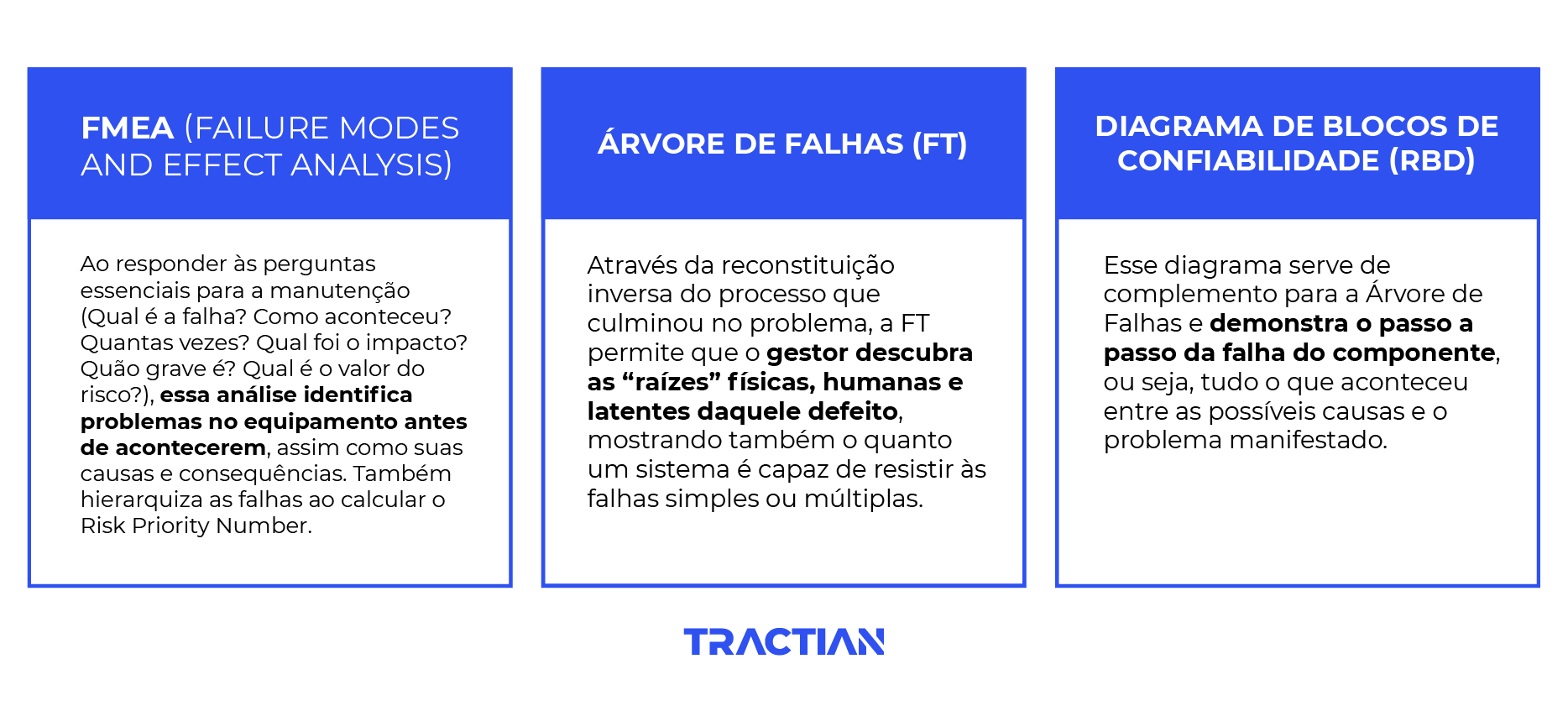
Ferramentas nos ajudam a chegar à taxa de confiabilidade. Entre elas, podemos destacar a FMEA, a FT e o RBD.
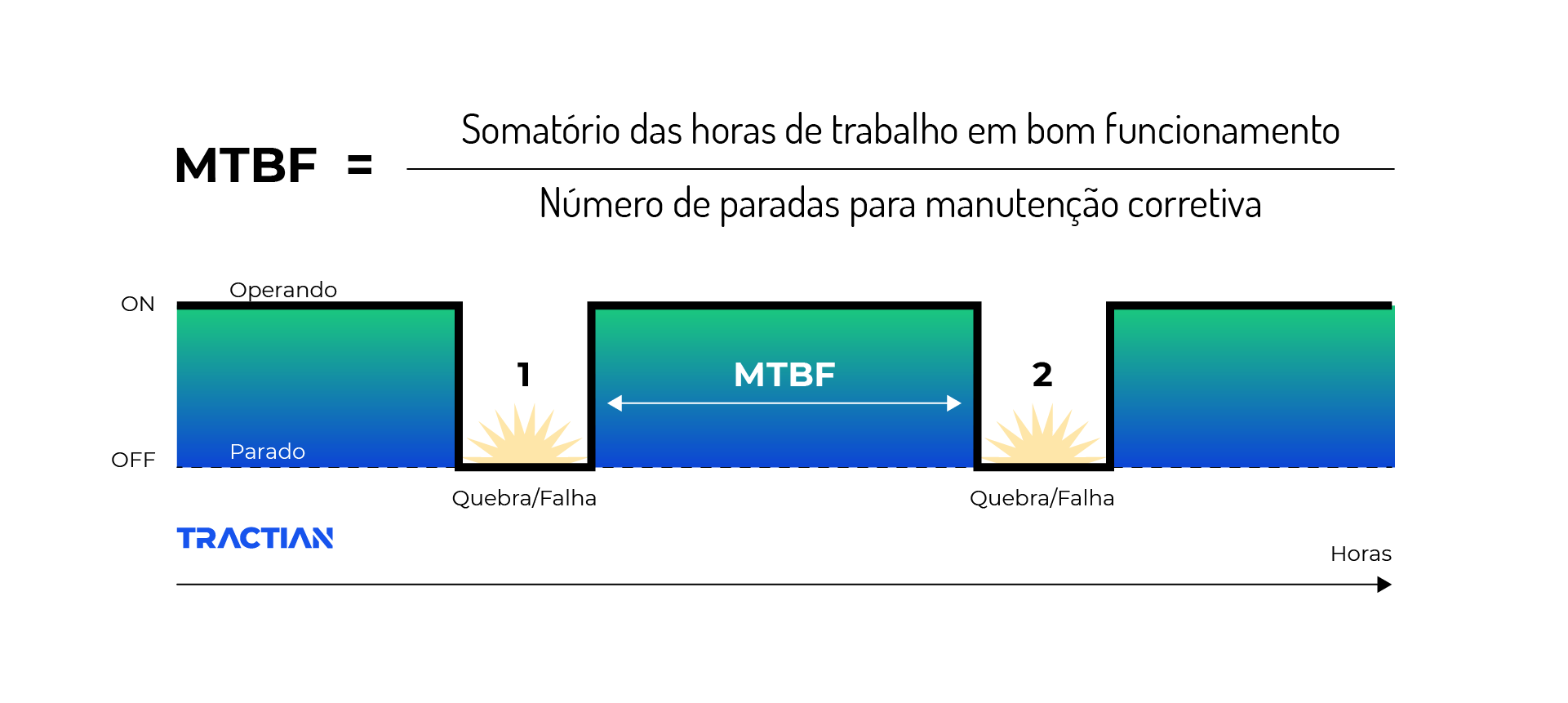
Embora estes métodos sejam eficientes, o maior aliado para medir confiabilidade é o MTBF (Mean Time Between Failures).
Conheça 8 indicadores indispensáveis para a gestão de manutenção
Traduzido como Tempo Médio Entre Falhas, esse indicador é fundamental para a manutenção. Permite calcular a média de horas, dias ou semanas do bom desempenho de um ativo entre falhas.Quanto maior for, maior a confiabilidade da máquina, pois demora mais tempo para apresentar falhas.
Caso queira saber a probabilidade do equipamento funcionar na próxima semana ou mês, é preciso definir o intervalo de tempo em que a máquina deve apresentar bom desempenho e calcular a taxa de falhas desse mesmo ativo. Ao juntar essas três informações, temos a fórmula da confiabilidade:
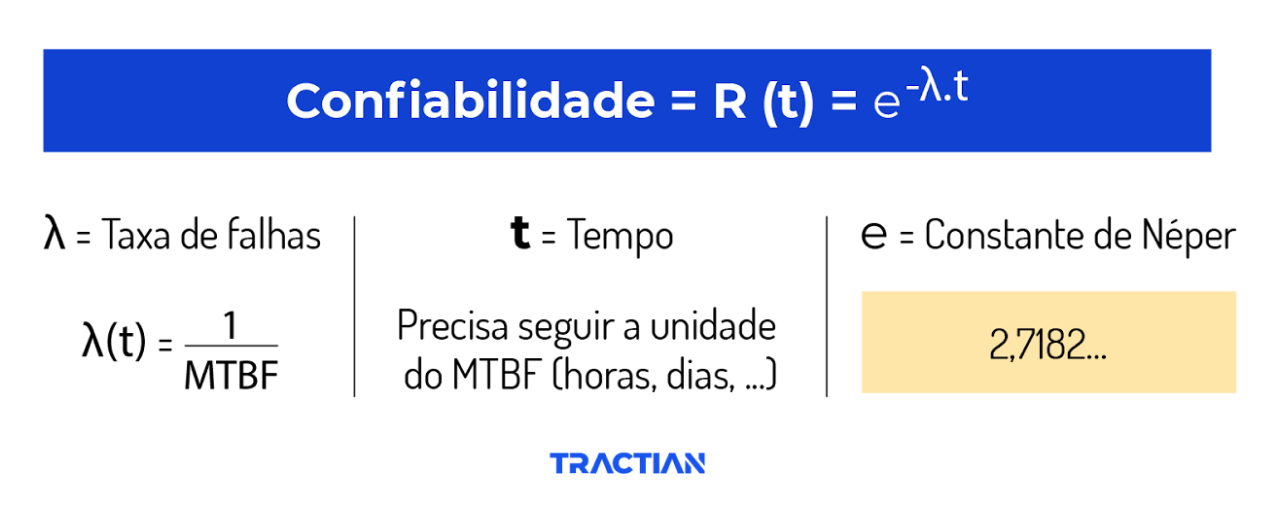
Assim, o gestor garante que a operação seguirá o fluxo esperado e que as entregas serão feitas dentro dos prazos estipulados.
Por que optar pela manutenção centrada na confiabilidade?
A lógica da manutenção centrada em confiabilidade (RCM) é simples: em vez de aplicar a mesma estratégia pra todos os ativos, você define a estratégia com base no que cada ativo faz, como ele falha e qual o impacto dessa falha na operação.
Na maioria das plantas, o plano de manutenção preventiva trata todos os motores iguais, todas as bombas iguais, todos os redutores iguais. Troca de rolamento a cada 6 meses, lubrificação a cada 3, inspeção visual toda semana. O problema é que um motor que aciona um transportador de carga leve não degrada no mesmo ritmo que um motor que aciona um britador operando 24 horas por dia em ambiente abrasivo. Tratar os dois com o mesmo plano é desperdiçar recurso num e arriscar falha no outro.
O RCM resolve isso com uma análise estruturada: qual é a função do ativo, quais são os modos de falha possíveis, qual o efeito de cada falha na linha e qual a melhor estratégia pra cada combinação de ativo e modo de falha. Pra alguns ativos, preventiva por calendário faz sentido. Pra outros, o que faz sentido é monitorar a condição continuamente e intervir quando o dado indicar que a degradação chegou num ponto que justifica a parada.
O que torna o RCM viável em escala é ter dado real pra sustentar cada decisão. Sem histórico de falha preciso, a análise de modo de falha vira exercício teórico. Sem monitoramento contínuo, a decisão de quando intervir volta a depender do calendário. E sem visibilidade sobre a progressão da degradação, o gestor não tem como diferenciar o ativo que aguenta até a próxima parada programada do que vai falhar na semana que vem.
É nesse ponto que a estratégia de confiabilidade se encontra com a tecnologia de monitoramento: não como substituta da análise, mas como o dado que faltava pra análise funcionar.
E como a tecnologia pode auxiliar?
Calcular MTBF e MTTR com base em ordem de serviço e registro de turno tem uma limitação que nenhuma fórmula resolve: o dado depende de quem preenche, quando preenche e com que critério.
Se o operador registra a parada com atraso, se o técnico classifica a falha de um jeito diferente do colega do turno seguinte, se a OS fecha três dias depois da intervenção, o indicador que sai no fim do mês já nasceu distorcido. E você toma decisão em cima dele como se fosse preciso.
O monitoramento contínuo de condição muda essa dinâmica de um jeito bem concreto. Quando vibração, temperatura e ultrassom são coletados de forma permanente no ativo, o sistema sabe exatamente quando ele estava operando, quando parou, quanto tempo ficou parado e como o sinal se comportou antes da falha.
Mas o ganho que mais muda a rotina não é a precisão do indicador em si. É o tipo de pergunta que o gestor consegue responder com ele.
Com dado contínuo, dá para comparar a confiabilidade entre ativos do mesmo grupo e enxergar qual está degradando mais rápido. Dá para cruzar queda de MTBF com modo de falha específico e entender se o problema é lubrificação, desalinhamento ou condição de processo. E dá para priorizar a próxima intervenção pelo risco real que o ativo representa pra linha, não pela ordem em que os chamados apareceram no sistema.
Pensa naquele motor que parou de novo na semana passada sem que ninguém soubesse dizer por quê. Com dado contínuo, o histórico dele mostra quando o sinal de vibração começou a mudar, quanto tempo levou pra progredir e qual modo de falha estava se desenvolvendo.
Na próxima vez que o MTBF dele cair, a equipe não vai precisar perguntar pro supervisor o que aconteceu. O dado já vai ter respondido.
Como a Tractian te ajuda a elevar a confiabilidade operacional da sua fábrica?
Confiabilidade depende de histórico preciso, histórico preciso depende de dado real, e dado real, na maioria das operações, ainda depende de alguém preencher alguma coisa em algum momento do turno.
A solução de monitoramento de condição da Tractian fecha essa lacuna com coleta contínua de vibração, ultrassom e temperatura no mesmo ponto de medição, além de uma plataforma que calcula indicadores a partir do comportamento real do ativo e alertas que chegam com diagnóstico, progressão e ação recomendada.
Assim, o seu time de manutenção passa a ter contexto suficiente pra decidir quando intervir e precisão suficiente para justificar por que intervir agora e não na próxima parada programada.
A Altona, referência em fundição e usinagem, fez exatamente essa transição. Saiu de preditivas mensais com coletor portátil para coleta contínua com monitoramento online, e viu a confiabilidade dos ativos subir de forma consistente.
Se os indicadores de confiabilidade da sua planta existem no slide mas não mudam a decisão do dia seguinte, o problema provavelmente não é a fórmula. É o dado que alimenta ela.
