Existe uma classe de equipamentos nas plantas industriais que costuma ser subestimada nos programas de manutenção preditiva. Não porque são menos críticos, mas porque o monitoramento deles exige mais do que a maioria das ferramentas tradicionais consegue entregar.
São os ativos de baixa rotação: moendas de cana, agitadores de digestor, secadores rotativos, calcinadores. Esses equipamentos giram a velocidades muito abaixo do que sensores de vibração foram originalmente otimizados para monitorar.
E quando a ferramenta não está adequada à aplicação, falhas podem passar despercebidas por semanas ou meses, até que a quebra já não pode ser evitada.
O sensor de vibração não é completamente inútil nesses casos, mas a questão é que, sem entender suas limitações específicas nesse contexto, o analista acaba tomando decisões com base em informação incompleta, sem saber o que está faltando.
Este artigo detalha como a baixa rotação cria desafios reais para o monitoramento por vibração, quais falhas ainda podem ser detectadas e que tipo de tecnologia complementar pode cobrir o que a vibração não enxerga.
Leia também:
- Top 3 sensores de vibração para moinhos de cana
- Falha durante a safra: como antecipar com sensor de vibração
- Como reduzir downtime não planejado com dados de produção
Por que o sensor de vibração tem limitações em baixa rotação
Para entender as limitações desse tipo de medição, precisamos prestar atenção em como o sensor de vibração detecta falhas em rolamentos.
Quando um defeito se desenvolve em uma pista interna, externa ou em um elemento rolante, ele gera um impacto a cada vez que passa sob carga. Esse impacto produz um pulso de energia que se propaga pelo eixo e pela estrutura, sendo captado pelo acelerômetro.
A frequência com que esses impactos ocorrem é proporcional à velocidade rotacional. Essa frequência é chamada BPFO (Ball Pass Frequency Outer Race) para pista externa, BPFI para pista interna, e assim por diante.
Aqui está o problema central: em baixa rotação, essas frequências características caem para valores muito baixos. Um rolamento girando a 60 RPM, dependendo da sua geometria, pode gerar frequências de defeito abaixo de 5 Hz. Em 10 RPM, pode cair para menos de 2 Hz.
Nessa faixa, o sinal de defeito está praticamente enterrado no ruído de fundo do sensor e da estrutura.
Mesmo que o defeito gere uma frequência detectável, a energia de cada impacto é proporcional à velocidade. Um rolamento girando a 30 RPM produz impactos com uma fração mínima da energia que o mesmo defeito geraria a 1800 RPM. O sinal simplesmente não tem amplitude suficiente para se destacar.
Isso afeta diretamente a técnica de envelope (ou demodulação), que é a principal ferramenta para detecção de defeitos de rolamento por vibração. O envelope funciona extraindo o conteúdo de alta frequência do sinal, onde os impactos de defeito ressoam, e demodulando esse conteúdo para identificar as frequências características do rolamento.
Essa técnica é altamente eficaz acima de 600 RPM, onde os impactos geram energia suficiente nas altas frequências para serem isolados e analisados.
Mas abaixo disso, especialmente abaixo de 300 RPM, a energia de impacto cai tanto que o envelope perde sensibilidade de forma progressiva. O analista que aplica a mesma metodologia de análise usada em um motor de 1800 RPM para um agitador de 30 RPM simplesmente não é capaz de fazer a detecção precoce de defeito de rolamento.
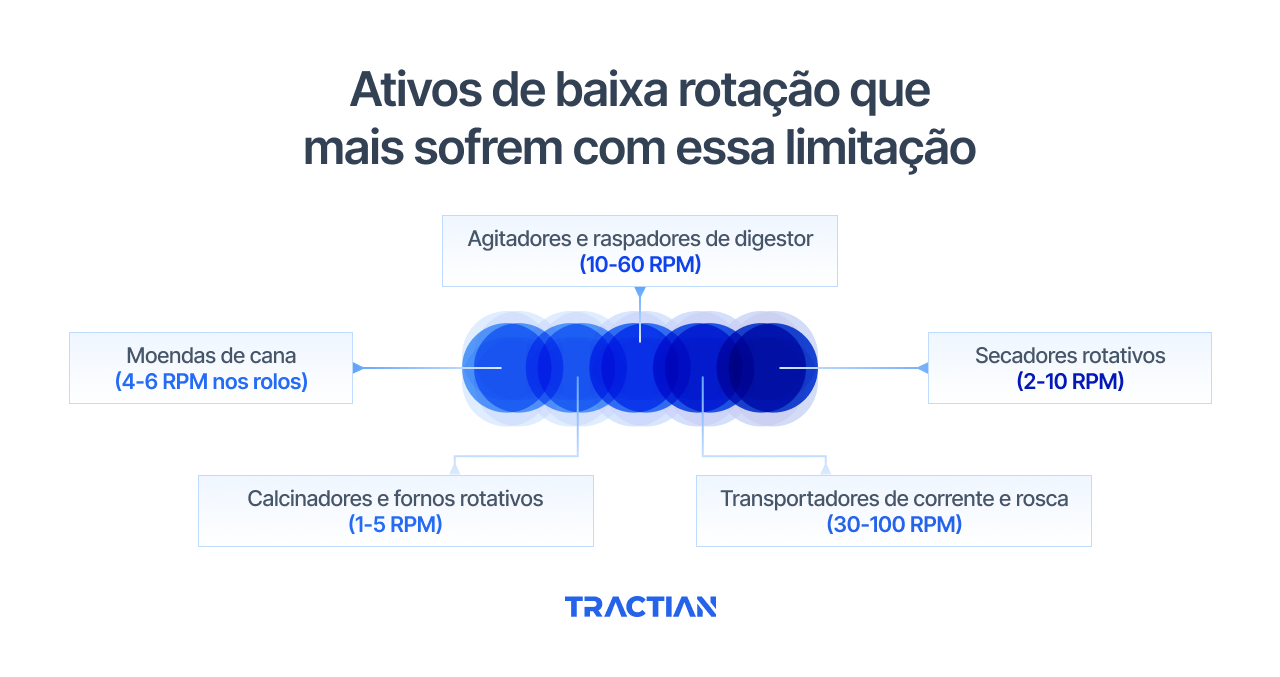
Ativos de baixa rotação que mais sofrem com essa limitação
Cada segmento industrial tem seus ativos críticos de baixa rotação, e cada um apresenta desafios específicos.
Veja os ativos que têm análise de vibração mais prejudicada:
Moendas de cana (4 a 6 RPM nos rolos)
Os mancais de bronze que suportam os rolos trabalham sob carga extrema e contaminação constante. A folga progressiva nos castelos é um modo de falha típico que evolui de forma lenta e silenciosa.
Em velocidades tão reduzidas, o sinal de vibração gerado por desgaste de mancal é quase inexistente, e a janela para intervenção antes de uma falha catastrófica é estreita.
Agitadores e raspadores de digestor (10 a 60 RPM)
O acúmulo de material ao longo das pás gera desbalanceamento progressivo. As buchas sob carga constante sofrem desgaste por atrito, especialmente quando a lubrificação não está adequada.
A detecção precoce é fundamental porque a parada não planejada desse equipamento impacta diretamente o processo produtivo.
Secadores rotativos (2 a 10 RPM)
Os rolamentos de apoio sustentam o peso próprio do equipamento e ainda operam sob carga térmica significativa.
O desgaste progride de forma lenta, mas quando se manifesta de forma perceptível na vibração, geralmente já passou da fase em que a intervenção poderia ser planejada com conforto.
Transportadores de correia e rosca (30 a 100 RPM)
A contaminação por material transportado é o principal agressor dos rolamentos dessas máquinas. Abrasivos penetram no conjunto, comprometem a lubrificação e aceleram o desgaste.
A velocidade é variável e frequentemente baixa o suficiente para dificultar a análise por envelope.
Calcinadores e fornos rotativos (1 a 5 RPM)
Esses são talvez os casos mais críticos. Os mancais de apoio trabalham sob cargas enormes em velocidades extremamente reduzidas.
O desgaste é lento, mas quando não detectado a tempo, os danos estruturais podem ser irreversíveis, com custos de reparo que facilmente chegam a seis dígitos.
O que o sensor de vibração ainda captura em baixa rotação
Reconhecer as limitações do sensor não significa abandoná-lo. Ele continua sendo uma ferramenta valiosa em baixa rotação, desde que o analista saiba o que ela consegue e o que não consegue informar.
Aqui, listamos três tipos de problema que o sensor tradicional de vibração ainda consegue detectar em ativos de baixa rotação:
Desbalanceamento (1× RPM)
Essa é a detecção que funciona bem independentemente da velocidade. O desbalanceamento gera um pico exatamente na frequência de rotação do ativo. Se o equipamento gira a 30 RPM, o pico estará em 0,5 Hz, que é baixo, mas detectável com um sensor de boa qualidade e uma taxa de amostragem adequada.
A amplitude desse pico e a sua tendência ao longo do tempo são informações confiáveis para gestão de desbalanceamento progressivo.
Folga mecânica (harmônicas de rotação)
A folga se manifesta como harmônicas da frequência de rotação (2×, 3×, 4× RPM). Em baixa rotação, essas harmônicas aparecem com amplitudes baixas, mas ainda podem ser identificadas.
A ressalva é que a detecção depende de tendência de longo prazo. Não é um único espectro que revela o problema, mas a evolução do padrão ao longo de semanas ou meses. O analista precisa ter um histórico robusto e paciência analítica para interpretar essa progressão corretamente.
Defeito de rolamento (BPFO, BPFI)
Aqui reside a limitação real. As frequências características de defeito caem para uma faixa onde a relação sinal-ruído se torna desfavorável.
A energia de cada impacto é baixa, o envelope perde sensibilidade e a janela de detecção precoce se estreita drasticamente. Não que seja impossível detectar, o sensor é sim capaz de identificar defeitos de rolamento. A questão é que, quando o defeito aparece de forma clara no espectro de vibração, frequentemente já passou dos estágios iniciais.

Onde o ultrassom complementa o sensor de vibração em baixa rotação
A grande virada no monitoramento de ativos de baixa rotação vem de uma mudança de perspectiva: em vez de tentar capturar apenas a frequência de impacto do defeito, monitorar também o que esse defeito causa no contato entre superfícies.
O ultrassom industrial mede fricção. E está aí a vantagem desse tipo de medição: a fricção independe da velocidade rotacional.
Quando um rolamento começa a apresentar lubrificação degradada ou desgaste incipiente, a qualidade do contato entre os elementos rolantes e as pistas deteriora. Isso gera emissões acústicas de alta frequência, sinais na faixa de ultrassom que indicam atrito anormal na interface de contato.
Esse fenômeno ocorre da mesma forma em um rolamento girando a 30 RPM e em um girando a 1800 RPM. A velocidade rotacional não muda a física do contato, apenas determina com que frequência esse contato ocorre.
Isso significa que o ultrassom detecta sub-lubrificação e atrito incipiente em estágios muito anteriores ao que a vibração consegue enxergar, independentemente da velocidade.
Um rolamento de mancal de calcinador que vai girar outros seis meses antes de mostrar qualquer sinal perceptível no espectro de vibração pode já estar emitindo sinais acústicos claros de degradação de lubrificação.
Essa complementaridade define uma estratégia de monitoramento mais robusta para baixa rotação.
O ultrassom atua como primeira linha de detecção, identificando a deterioração do contato e os problemas de lubrificação que a vibração ainda não enxerga. Quando o ultrassom acusa desvio, a vibração entra como ferramenta de aprofundamento, confirmando o modo de falha, rastreando a progressão e suportando a decisão de intervenção.
A combinação das duas técnicas cobre perfeitamente os pontos cegos que cada uma teria caso fosse utilizada de maneira isolada. Sem ultrassom, o analista enxerga desbalanceamento e folga, mas pode perder semanas ou meses de janela de detecção em falhas de rolamento.
Sem vibração, a análise tem sensibilidade à lubrificação, mas perde a capacidade de rastrear a progressão do defeito mecânico com a profundidade de um espectro completo.
Como a solução de monitoramento de condição da Tractian opera em baixa rotação
Monitorar bem um ativo de baixa rotação exige entender que as ferramentas desenvolvidas para motores elétricos de 1800 RPM não se comportam da mesma forma quando aplicadas a um calcinador de 3 RPM ou a um agitador de 15 RPM. A física não muda, mas as limitações práticas são reais e têm impacto direto na qualidade das decisões de manutenção.
A segunda geração do monitoramento de ativos da Tractian foi desenvolvida com foco direto nesse tipo de desafio e é capaz de medir, simultaneamente, vibração e ultrassom, além de outras métricas complementarem.
No lado da vibração, ampliamos a frequência de amostragem em comparação ao primeiro sensor, chegando a até 64 kHz, o que permite capturar componentes de alta frequência com maior fidelidade, melhorando a relação sinal-ruído mesmo em cenários de baixa rotação.
A coleta de dados em formato lossless, com resolução até seis vezes superior à geração anterior, entrega espectros mais limpos e com menor interferência de ruído estrutural. Isso amplia a janela de detecção confiável para velocidades mais baixas, sem depender de filtros que descartam informação relevante.
No lado do ultrassom, o sensor realiza monitoramento contínuo, não por rota, não periodicamente, mas de forma permanente. Isso é especialmente crítico para ativos de baixa rotação, porque como as falhas progridem de forma lenta, um monitoramento esparso pode ignorar sinais e perder a janela de intervenção. A continuidade do ultrassom garante que nenhum desvio de lubrificação ou atrito incipiente passe sem registro entre uma coleta e outra.
O magnetômetro integrado para leitura de RPM em tempo real resolve outro problema típico de baixa rotação: a precisão do cálculo das frequências características.
Com velocidade de rotação precisa e atualizada continuamente, as frequências esperadas de defeito são calculadas com exatidão, mesmo em máquinas com variação de processo ou operação em diferentes pontos de carga.
Além disso, a correlação entre os sinais permite reduzir falsos positivos ao cruzar comportamento vibratório com comportamento acústico antes de gerar um alerta.
Para o gestor de manutenção, essa mudança significa uma cobertura mais completa dos ativos críticos de baixa rotação, com menos dependência de inspeção presencial e mais confiança nos alertas recebidos.
A nova geração do sensor de monitoramento de condição da Tractian foi desenvolvida pensando exatamente no que os times de manutenção precisam, com vibração e ultrassom no mesmo ponto de medição, coleta contínua, dados de alta resolução e leitura precisa de RPM. Uma plataforma pensada para as máquinas mais difíceis de monitorar e mais caras de perder.
Seus ativos de baixa rotação estão sendo monitorados com a ferramenta certa?