

Identificar gargalos de produção é um dos exercícios mais difíceis da gestão de manufatura. Um técnico aponta a enchedora, que parou na última semana. O supervisor da linha jura que o problema é o rotulador. Enquanto isso, o mantenedor defende que o gargalo está na paletizadora, porque é lá que ele passa metade do turno.
Opinião não é dado. Para descobrir onde está o gargalo, é preciso ir além da percepção individual, porque a percepção enviesa o diagnóstico.
A máquina que mais chama atenção raramente é a que mais limita a linha. O gargalo real costuma ser silencioso e só aparece quando você tem visibilidade completa sobre o comportamento da produção.
É aí que entra o OEE. Não apenas como indicador, mas como um sistema de monitoramento. Quando bem implementado, um sistema de monitoramento de produção baseado em OEE sai do papel de relatório de final de turno e passa a ser um modelo interpretativo da operação, capaz de mostrar onde o fluxo realmente quebra e por quê.
Neste artigo, vamos separar o que é percepção e o que é fato, entender como o sistema de OEE detecta gargalos com precisão e, principalmente, como transformar esse diagnóstico em ação dentro do turno, não apenas em slide de reunião mensal.
Leia também:
- Manutenção Preventiva x Preditiva: Quando Usar Cada Uma
- Como elevar manutenção sem interferir no controle de produção
- Como priorizar ordens de serviço com dados de condição
Como o OEE identifica onde o fluxo realmente quebra
Um sistema de OEE moderno não calcula apenas uma porcentagem de eficiência no fim do dia. Ele reconstrói a operação em tempo real, interpretando sinais dos sensores e contagens de peças para determinar, automaticamente, em que estado cada estação está operando: produzindo, em setup, em microparada, em velocidade reduzida, parada planejada ou parada não planejada.
Cada evento fica vinculado a uma estação, um SKU, um lote, um operador e um turno. Essa linha do tempo contínua é o que permite enxergar o gargalo de verdade.
Veja como é o trabalho de um sistema completo de OEE:

Decomposição por pilar: disponibilidade, performance, qualidade
O indicador de OEE, aquele número único que aparece no painel, inclui três métricas distintas. A disponibilidade mede quanto tempo a máquina ficou efetivamente produzindo em relação ao tempo programado. A performance compara a velocidade real com a velocidade nominal do ciclo para aquele SKU. E a qualidade reflete quanto do que foi produzido saiu conforme a especificação, sem refugo ou retrabalho.
Cada pilar aponta para uma natureza diferente de perda. Quando o sistema quebra o indicador nesses três componentes por estação, fica imediatamente visível onde a perda se concentra.
Uma linha com 65% de OEE pode ter disponibilidade de 95%, performance de 78% e qualidade de 88%.
Outra linha com o mesmo 65% pode ter disponibilidade de 72%, performance de 95% e qualidade de 95%.
São dois gargalos completamente diferentes, com causas-raiz diferentes e soluções diferentes, que o número único jamais revelaria.
Detecção de ciclos lentos e micro-paradas
Aqui está um dos maiores pontos cegos da produção tradicional. Muitas vezes, a máquina não parou, mas está rodando a 82% da velocidade nominal. O operador nem percebe, porque ela continua produzindo. No fim do turno, faltam 400 peças a serem produzidas e ninguém sabe explicar por quê.
Microparadas e ciclos lentos são as perdas mais invisíveis e, frequentemente, as mais significativas no cálculo total. Um sistema de OEE que interpreta o comportamento da linha a partir dos sinais consegue detectar automaticamente que a estação 3 está operando consistentemente 0,4 segundos mais lenta que o nominal. Pode parecer irrelevante, mas multiplicado por milhares de ciclos em um turno, vira um gargalo enorme e invisível, que trava o fluxo de trabalho aos poucos.
Identificação automática de gargalos na linha
Em uma linha com várias estações sequenciais, o gargalo tende a ser a estação com menor capacidade efetiva de processamento. Não importa se ela quebra pouco ou muito, se o operador é bom ou ruim, se ela é nova ou antiga. O ponto mais relevante é quanto ela produz em relação ao que a linha inteira poderia produzir.
O sistema de OEE compara a capacidade efetiva de cada estação em tempo real e sinaliza qual delas está limitando o throughput. Essa análise leva em conta não apenas as paradas, mas também a velocidade de ciclo e o refugo gerado, porque os três fatores impactam diretamente a vazão que chega ao fim da linha.
Oscilações do OEE em tempo real
O indicador de OEE não é estático. Ele oscila ao longo do turno, e essas oscilações são, elas mesmas, uma fonte de diagnóstico.
Uma queda brusca às 14h40 que coincide com uma troca de SKU revela que o setup da nova receita está mal ajustado.
Um OEE que cai consistentemente no último terço do turno aponta para fadiga de equipe, acúmulo de refugo em uma estação específica ou problema de lubrificação progressivo. Neste último caso, muitas vezes a solução é simples e uma medição de ultrassom já identifica o foco do problema antes que a máquina quebre.
Quando o sistema exibe o indicador em tempo real, com contexto de SKU, operador e turno, a oscilação vira sinal. E o sinal é o que permite agir antes que o problema vire estatística ruim no relatório do mês.
Por que o gargalo percebido quase nunca é o gargalo real
Em qualquer planta, pergunte ao supervisor qual é o gargalo. Ele vai apontar, com certeza absoluta, a máquina que mais para. Normalmente a que ficou três horas paradas na terça passada, aquela que todo mundo lembra.
Mas a máquina que mais para nem sempre é a que mais limita o throughput.
Pense em uma linha com dez estações. A estação 7 é uma enchedora que quebra duas vezes por semana, com paradas de 40 minutos cada. Ela é o tema de toda reunião de performance, o alvo preferido do supervisor, a vilã oficial da planta.
Enquanto isso, a estação 4, um rotulador antigo, roda o turno inteiro a 87% da velocidade nominal. Nunca quebra, nunca aparece em relatório de parada. Mas por estar consistentemente 13% mais lento que o projetado, é ela que determina o ritmo da linha inteira. Por outro lado, a enchedora, mesmo com suas duas paradas semanais, tem capacidade efetiva maior que o rotulador.
Nesse caso, o gargalo é o rotulador, mas ninguém estava olhando para ele.
O gargalo geralmente é a estação que define o ritmo da linha inteira. Pode ser o ativo que mais tem paradas (disponibilidade), o que roda mais lento (performance) ou o que gera mais refugo (qualidade).
Inclusive, muitas vezes, é uma combinação dessas três que muda por turno e por SKU. A estação que é gargalo no turno da manhã, rodando o SKU A com o operador João, pode não ser gargalo no turno da noite rodando o SKU B com o operador Carlos.
Por isso, a conversa sobre gargalo não pode ser feita com base em memória, percepção ou ranking de paradas mais longas. Precisa ser feita com dado contextualizado, segmentado e contínuo. Sem isso, a equipe vai gastar energia resolvendo o problema errado.
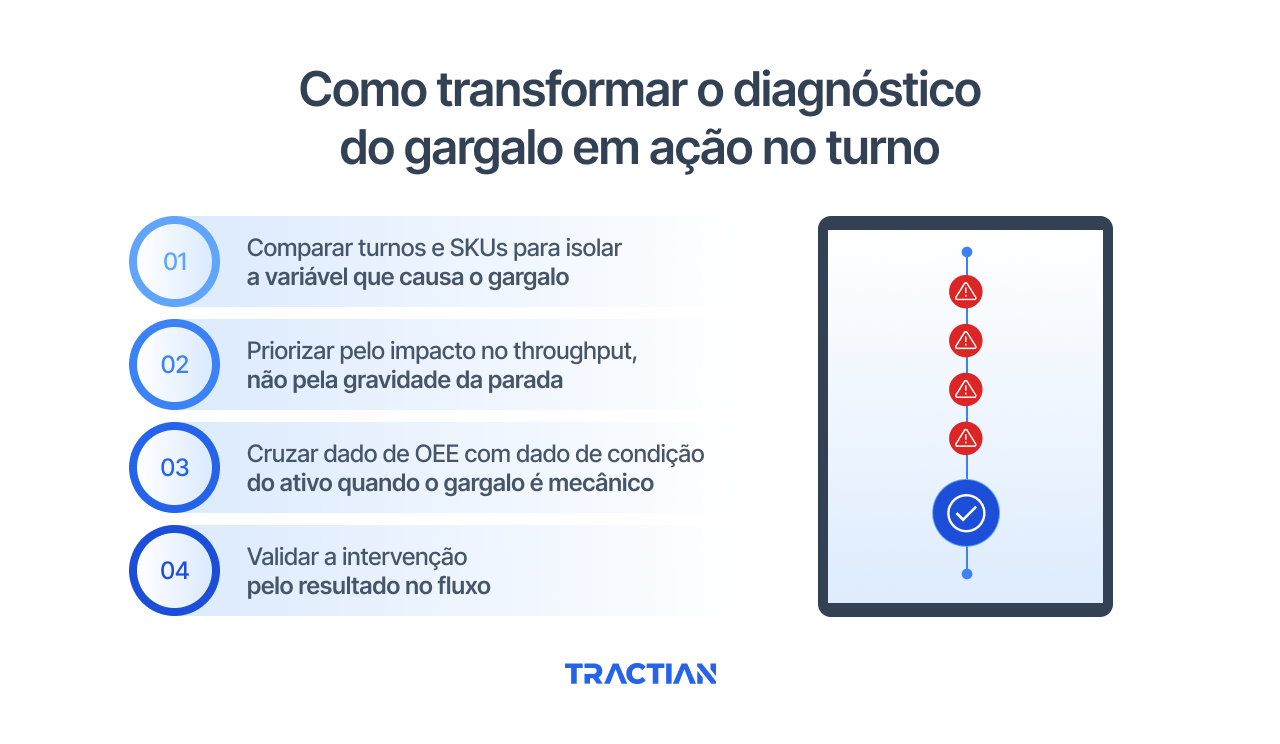
Como transformar o diagnóstico do gargalo em ação no turno
Identificar o gargalo é metade do trabalho. A outra metade, e a mais difícil, é transformar esse diagnóstico em intervenção efetiva antes que o turno acabe.
Aqui entram quatro práticas que diferenciam times que falam de OEE dos times que realmente usam o OEE:
Priorizar pelo impacto no throughput, não pela gravidade da parada
Uma parada de quatro horas em uma máquina que não é gargalo pode ter impacto menor no throughput que uma microparada recorrente de 45 segundos na estação gargalo.
Parece contraintuitivo, mas faz sentido. Se a máquina não é gargalo, a linha absorve a parada com buffer. Se a máquina é gargalo, cada segundo perdido é produção que você não recupera.
A lógica da priorização precisa mudar. Em vez de ordenar intervenções pela duração da parada, ordene pelo impacto acumulado no throughput. O sistema de OEE fornece esse cálculo porque conhece a cadência real de cada estação e a posição dela na linha.
Comparar turnos e SKUs para isolar a variável que causa o gargalo
Se o OEE do turno A é 78% e do turno B é 62%, algo muda entre os dois turnos. Pode ser operador, pode ser SKU, pode ser um ajuste de setup que alguém faz no começo do turno B e esquece de reverter. A forma de descobrir é cruzando os dados.
O mesmo vale para SKUs. Alguns produtos passam pela linha sem dor, outros transformam a paletizadora em gargalo por causa do layout do pallet. Sem segmentar a análise por SKU, você chega à conclusão errada de que a paletizadora é o problema, quando na verdade o problema é a combinação daquele SKU específico com aquela paletizadora.
Isolar a variável é um exercício clássico de análise de causa raiz. A diferença é que, com o os dashbords do sistema de OEE reconstruindo tudo em tempo real, você tem os dados para fazer isso em minutos, não em semanas.
Cruzar dado de OEE com dado de condição do ativo quando o gargalo é mecânico
Muitas vezes o gargalo aparece como performance ruim ou microparada recorrente, mas a causa-raiz está na condição mecânica do ativo. Um rolamento começando a falhar gera vibração, aquece, perde eficiência e faz a máquina rodar mais lenta sem ninguém notar. Um desalinhamento progressivo aumenta o consumo de energia e derruba a velocidade.
Quando o gargalo identificado pelo sistema de OEE coincide com um ativo que apresenta sinais de deterioração no monitoramento de condição, a causa-raiz deixa de ser operacional e passa a ser de manutenção e a intervenção muda completamente. Em vez de treinar um operador ou revisar setup, você agenda a troca do componente antes que ele quebre e pare a linha de verdade.
Essa ponte entre OEE e monitoramento de condição é onde mora o ganho mais alto, porque permite atacar a causa real e não o sintoma.
Validar a intervenção pelo resultado no fluxo
Depois da análise dos dados, a equipe chegou em um diagnóstico e o técnico fez a intervenção. O indicador subiu? A estação deixou de ser gargalo? Ou apenas empurrou o gargalo para a próxima estação da linha? Essas são perguntas que o time raramente faz, mas que definem se a ação foi efetiva ou apenas cosmética.
Em uma linha balanceada, eliminar o gargalo em uma estação vai expor o próximo ponto fraco. Isso é natural e é, na verdade, um sinal de que a operação está amadurecendo. O que não pode acontecer é você fazer a intervenção, sentir que resolveu e nunca mais olhar o dado.
O sistema de OEE permite validar cada ação pelo resultado real no throughput, fechando o ciclo entre diagnóstico, intervenção e melhoria contínua.
Como a Tractian ajuda seu time a identificar gargalos de produção com OEE (sistema)
Para identificar gargalos com precisão e sem aumentar o trabalho da equipe, é preciso ter três coisas que a maioria das plantas não tem ao mesmo tempo: dados monitorados de forma contínua, interpretação automática do estado de cada estação e contexto operacional amarrado a cada evento.
Sem essas três camadas, volta a velha rotina de planilha no fim do turno, supervisor adivinhando e reunião mensal analisando o problema três semanas depois que ele aconteceu.
O Monitoramento de Produção da Tractian foi desenhado exatamente para resolver essa equação. O nosso sistema de OEE ingere sinais em tempo real, classifica automaticamente os estados de cada estação, reconstrói a linha do tempo completa do turno e amarra cada evento ao SKU, lote, operador e contexto de produção. O indicador de OEE que aparece no painel não é uma estimativa, mas uma leitura fiel do que aconteceu na linha.
Você pode continuar descobrindo o gargalo por processo de eliminação, culpando a enchedora, brigando com o rotulador e rezando para a paletizadora aguentar até sexta.
Ou pode deixar o sistema mostrar, com dado e em tempo real, onde está o problema de verdade.
A escolha é sua, mas a segunda opção costuma poupar estresse, recursos e tempo.
