
A moenda de cana é um dos ativos mais críticos de uma usina sucroalcooleira. Ela opera de forma contínua durante a safra, processa volumes imensos de material bruto e está sujeita a um regime de carga que poucos equipamentos industriais enfrentam.
Quando ela para, seja por falha mecânica ou uma manutenção corretiva emergencial, o impacto se propaga por toda a linha de produção.
O desafio para o gestor de manutenção é não só manter a moenda funcionando, mas garantir que ela funcione bem, com previsibilidade e sem surpresas no momento mais importante: o pico de safra.
Este artigo discute por que as abordagens tradicionais de inspeção deixam lacunas perigosas nesse tipo de ativo, quais são os modos de falha mais comuns em moendas de cana e como o monitoramento de condição contínuo muda a forma de trabalhar sem exigir paradas de produção para coletar dados.
Leia também:
- Árvore de ativos: como estruturar com Inteligência Artificial
- Como evitar contaminação de ativos na indústria alimentícia
- Qual é a melhor maneira de gerir o ciclo de vida da falha no chão de fábrica?
Por que moendas de cana são ativos de alta criticidade na safra
Poucos equipamentos industriais combinam, ao mesmo tempo, regime de operação contínuo, ambiente agressivo e impacto direto sobre o resultado da safra.
A moenda reúne essas três condições. E é exatamente essa combinação que eleva o nível de exigência sobre a manutenção e torna qualquer falha não planejada especialmente cara.
Operação ininterrupta com carga variável e ambiente agressivo
Durante a safra, que dura entre 7 e 9 meses dependendo da região, a moenda opera 24 horas por dia, 7 dias por semana. Não há janela de descanso programada no meio da campanha.
O equipamento trabalha sob carga constante, processando toneladas de cana em condições que mudam a cada hora: variação na umidade e fibra da matéria-prima, temperatura elevada, presença contínua de caldo e bagaço circulando por todo o conjunto.
Esse ambiente cria um problema complexo para a manutenção, porque o desgaste acontece rápido e, muitas vezes, de maneira silenciosa. A deterioração se instala gradualmente, até que a condição atinge um ponto crítico que força a parada.
O custo real de cada hora parada
Cada hora de parada não planejada em uma moenda representa toneladas de cana não processada. Dependendo do tamanho e volume da produção, o lucro cessante pode se acumular rápidamente e ter um impacto destrutivo sobre a operação.
Além da perda direta de produção, há consequências em cascata. Cana fica acumulada no campo com o risco de ficar inutilizada, a pressão sobre os demais equipamentos da linha aumenta, a logística de transporte fica prejudicada e ainda se corre o risco de comprometer o atendimento de contratos de fornecimento.
Em um contexto de safra com janela de tempo limitada, qualquer perda de ritmo é cara.
Componentes críticos que concentram o risco de falha
A moenda é um conjunto complexo de componentes que trabalham sob carga intensa e em condições adversas. Rodetes, castelos, eixos, mancais de bronze, engrenagens do acionamento e acoplamentos são os elementos que mais concentram risco de falha ao longo da safra.
Cada um desses pontos tem um comportamento de degradação próprio e nem todos se manifestam de forma visível ou auditiva antes de evoluir para uma falha funcional. É justamente por isso que depender apenas do olhar e do ouvido do técnico em rotas periódicas representa uma exposição de risco significativa para a operação.
Modos de falha mais comuns em moendas de cana
Conhecer os modos de falha típicos de uma moenda é o primeiro passo para monitorá-la com inteligência.
Cada componente crítico tem um comportamento de degradação próprio, um ritmo de evolução e uma janela de detecção. Entender essas características define a diferença entre uma intervenção planejada e uma quebra no pico da safra.
Veja os modos de falha mais comuns:
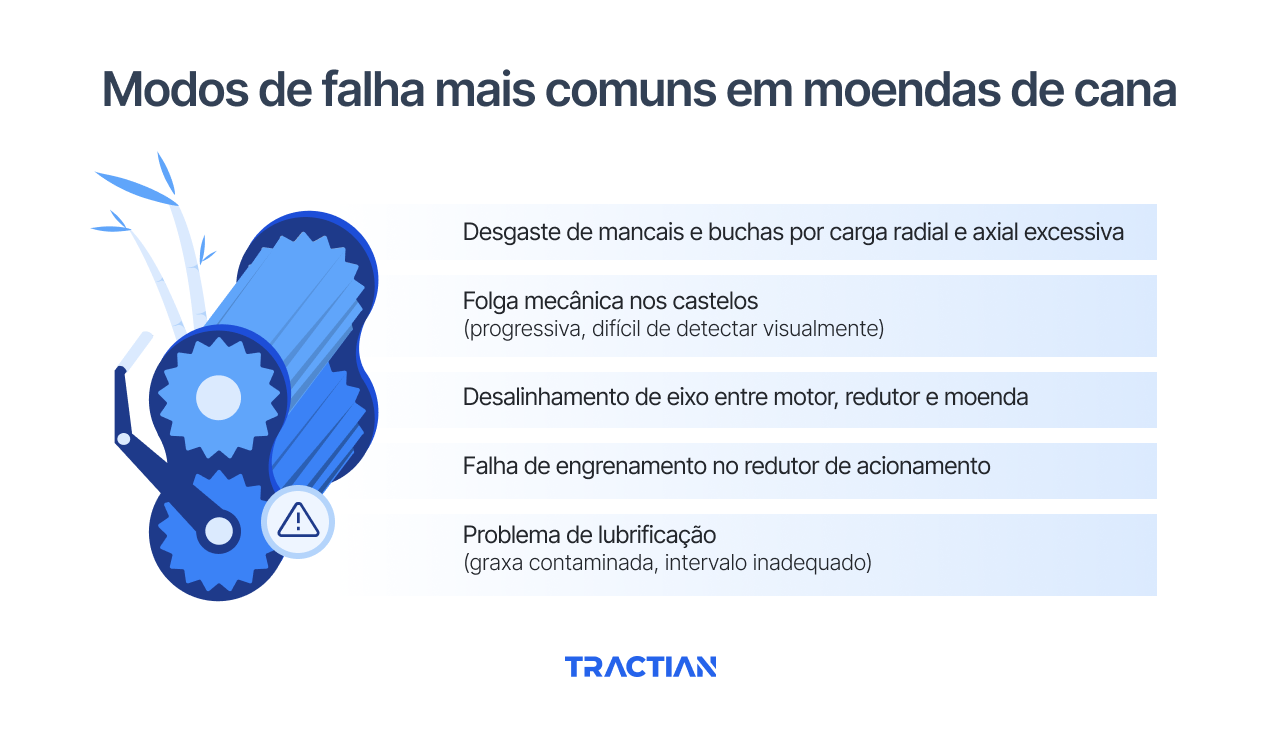
Desgaste de mancais e buchas
Os mancais de bronze das moendas trabalham sob carga radial e axial elevadas de forma simultânea. O desgaste é inevitável ao longo da safra, mas o ritmo desse desgaste depende diretamente da qualidade e frequência da lubrificação, da limpeza do ambiente e das condições de carga a que o equipamento é submetido.
Quando o desgaste evolui além do limite tolerável, o mancal começa a trabalhar com folga excessiva, alterando a dinâmica do eixo e gerando vibração anormal. O problema é que esse processo pode levar semanas, que é tempo suficiente para ser detectado por um sistema de monitoramento contínuo, mas que passaria completamente despercebido em uma rota de inspeção semanal.
Folga mecânica nos castelos
A folga mecânica nos castelos é um dos modos de falha mais traiçoeiros da moenda. Ela se desenvolve de forma progressiva, muitas vezes ao longo de várias semanas, e praticamente não é detectável por inspeção visual rotineira, especialmente com o equipamento em operação.
À medida que a folga aumenta, a vibração gerada pelo conjunto muda de padrão. Há uma alteração característica no espectro que um analista experiente reconhece, mas que só fica evidente quando há dados históricos suficientes para comparação.
Sem um baseline contínuo, essa evolução passa invisível até o ponto de colapso.
Desalinhamento entre motor, redutor e moenda
O desalinhamento no trem de acionamento entre motor, redutor e moenda é outra fonte frequente de problemas. Ele pode ser causado por deformação estrutural, por assentamento da base, por reparo mal executado ou simplesmente pelo acúmulo de tensões ao longo da operação.
O desalinhamento sobrecarrega mancais, acoplamentos e vedações. Em um equipamento que já opera sob carga elevada, ele acelera o desgaste em múltiplos componentes ao mesmo tempo, tornando o diagnóstico mais difícil e a janela de intervenção mais curta.
Falha de engrenamento no redutor de acionamento
O redutor de acionamento é um componente de alta complexidade e alto custo de substituição. Falhas de engrenamento, seja por desgaste de dente, trinca ou dano por impacto, geram assinaturas de vibração muito específicas, que se tornam identificáveis com antecedência quando há monitoramento contínuo.
O problema é que essas falhas evoluem de forma não linear: a condição pode se manter aparentemente estável por semanas e piorar rapidamente nos dias seguintes. Esse comportamento é incompatível com qualquer estratégia baseada em coletas mensais ou mesmo semanais.
Problemas de lubrificação
A lubrificação inadequada é uma das raízes mais comuns de falhas prematuras em moendas. Alguns fatores-chave pode abreviar significativamente a vida útil de mancais e rolamentos: graxa contaminada por bagaço ou caldo, intervalo de relubrificação mal dimensionado para as condições reais de carga e temperatura, ou simplesmente falta de controle sobre o que foi feito em cada ponto.
O dado de vibração ajuda aqui de uma forma que a inspeção visual não consegue. Ele mostra, no sinal, o impacto de uma lubrificação insuficiente antes que o dano mecânico esteja instalado. Isso abre uma janela para correção que simplesmente não existe em abordagens mais tradicionais.
Por que inspeção periódica não funciona em regime de safra
Existe uma contradição fundamental na forma como muitas usinas ainda tratam a manutenção preditiva de moendas. Elas usam coletas periódicas em ativos que operam de forma contínua. Uma rota semanal significa 168 horas de operação sem qualquer dado novo sobre a condição do equipamento. Em uma moenda trabalhando sob carga plena 24/7, esse intervalo é tempo mais do que suficiente para uma falha nascer, evoluir e se transformar em quebra.
Além da janela cega criada entre as coletas, há o problema prático do acesso. Medir vibração em uma moenda em operação exige que o técnico se aproxime de um equipamento que está em movimento, em ambiente com alta umidade, ruído intenso e presença de material fibroso.
Isso representa uma grande exposição ao risco, e por isso, muitas coletas acabam sendo feitas de forma apressada, em pontos que não são os ideais, ou simplesmente puladas quando a condição de acesso não é favorável.
Mesmo quando a coleta é feita corretamente, há outro problema nesse tipo de coleta: a moenda opera em um ambiente com vibração de fundo naturalmente alta, gerada pelo próprio processo de moagem. Esse ruído de processo dificulta muito o diagnóstico em medições pontuais. Sem um histórico contínuo do mesmo ponto, é quase impossível distinguir o que é variação normal de processo do que é um desvio real de condição.
É aqui que a ausência de baseline contínuo se torna um problema crítico. Qualquer medição pontual, por mais bem executada que seja, carece de contexto. O analista olha para um valor e não tem como saber se aquilo representa uma piora em relação à semana passada ou se o equipamento sempre operou assim.
Sem contexto, a decisão fica baseada em normas genéricas de severidade, que muitas vezes não refletem a realidade operacional específica da planta.
Como o monitoramento de condição ajuda moendas de cana
O monitoramento de condição não resolve o problema da moenda simplesmente porque coleta mais dados. O grande diferencial está em coletar os dados certos de forma contínua e transformar esse volume em contexto, algo que nenhuma rota de inspeção periódica consegue oferecer.
Veja como isso se traduz na prática:
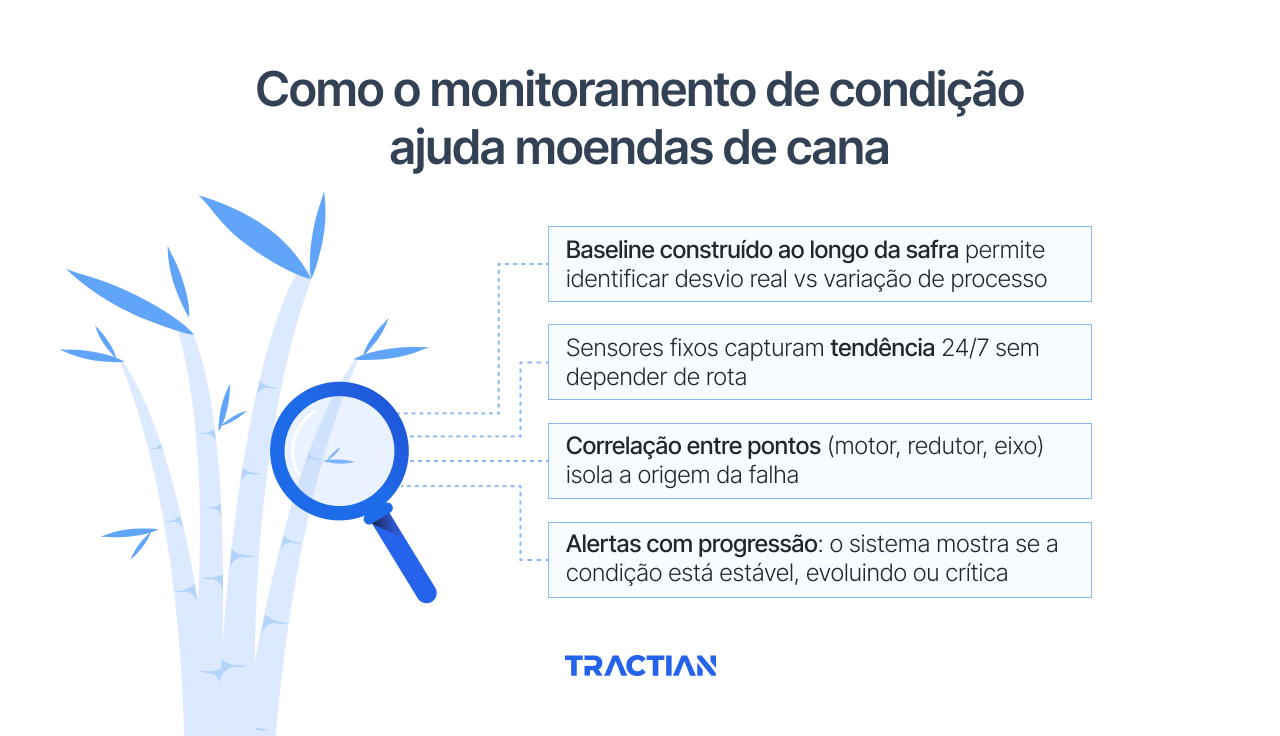
Baseline construído ao longo da safra: desvio real vs. variação de processo
O maior diferencial do monitoramento de condição contínuo para ativos como moendas é o contexto que esse volume cria. Quando o sistema registra o comportamento do equipamento 24 horas por dia desde o início da safra, ele constrói um baseline específico para aquela máquina, naquelas condições operacionais.
Isso muda completamente a qualidade do diagnóstico. Em vez de comparar o valor medido hoje com uma tabela normativa genérica, o sistema compara com o histórico real do próprio equipamento.
O que antes parecia ser simplesmente "vibração alta" agora pode ser claramente identificado como um aumento de 40% em relação ao padrão estabelecido nas últimas seis semanas. Essa diferença melhora a precisão do diagnóstico e pode poupar semanas do trabalho de investigação, aumentando a possibilidade de fazer uma intervenção mais segura.
Sensores fixos: cobertura contínua sem depender de rota
Com sensores instalados nos pontos críticos da moenda, como mancais, castelos, redutor e acoplamentos, a coleta de dados deixa de depender do deslocamento do técnico. O sistema coleta automaticamente, em intervalos regulares, sem necessidade de acesso ao equipamento em operação.
Isso resolve dois problemas de uma vez: elimina a janela cega entre as coletas e remove o técnico de uma situação de risco.
A equipe de manutenção passa a atuar de forma proativa, acionada por alertas com contexto técnico, em vez de executar rotas de inspeção em ambiente adverso para coletar dados que talvez não revelem nada de novo.
Correlação entre pontos: isolando a origem da falha
Uma das vantagens mais práticas do monitoramento com múltiplos pontos é a capacidade de cruzar informações entre eles.
Quando o sistema identifica uma alteração de vibração simultaneamente no mancal do eixo superior e no redutor de acionamento, mas não nos demais pontos, ele já está fornecendo uma pista importante sobre a origem do problema.
Essa correlação reduz o tempo de diagnóstico e aumenta a assertividade da intervenção. O técnico vai a campo com uma hipótese bem fundamentada, não com uma lista genérica de pontos para inspecionar. A manutenção se torna mais eficiente e o equipamento passa menos tempo em condição degradada aguardando um diagnóstico.
Alertas com progressão: estável, evoluindo ou crítico
O monitoramento contínuo permite acompanhar a progressão da condição do equipamento ao longo do tempo, classificando o comportamento em diferentes estágios: condição estável, desvio em evolução, ou situação crítica que exige intervenção imediata.
Essa visão de progressão é fundamental para o planejamento da manutenção. Quando o sistema indica que uma condição está evoluindo, mas ainda não é crítica, o gestor tem a oportunidade de programar a intervenção na próxima janela disponível
A falha deixa de ser uma surpresa e passa a ser um evento gerenciável.
Como a Tractian opera em moendas de cana durante a safra
A solução de monitoramento de condição da Tractian foi desenvolvida para operar em ativos industriais de alta criticidade como as moendas de cana em regime de safra.
O sistema utiliza sensores fixos instalados nos pontos-chave do equipamento, coletando dados de vibração e temperatura de forma contínua, sem necessidade de parada ou intervenção da equipe para cada coleta.
Além da coleta precisa de dados, os algoritmos de autodiagnóstico inteligente analisam continuamente o comportamento de cada ponto monitorado e constroem o baseline individual do equipamento ao longo da safra.
Quando algo sai do padrão, o sistema identifica os desvios com base no histórico real da máquina, não em tabelas normativas genéricas. A partir disso, o sistema gera um alerta com contexto técnico: qual foi o ponto de anomalia, qual tipo de desvio, qual a progressão da condição.
Para o gestor de manutenção, isso é sinônimo de visibilidade em tempo real sobre cada moenda da planta, sem depender de rotas de inspeção em ambiente de risco. A equipe passa a trabalhar de forma orientada por dados, com menos tempo em coletas manuais e mais tempo em análise e planejamento de intervenções.
A implantação é rápida e não exige parada para instalação dos sensores. Em até cinco dias após a instalação, o sistema já disponibiliza um relatório inicial de saúde do ativo, com comparativo em relação a equipamentos similares monitorados na base de dados da Tractian. Isso dá ao time de manutenção uma visão de partida objetiva e a safra pode seguir operando sem interrupção.
Se suas moendas ainda dependem de inspeção periódica, cada semana sem monitoramento contínuo é uma janela cega a mais.
