

Na indústria alimentícia, uma falha mecânica raramente é só um problema de produção.
Um rolamento em estágio avançado de desgaste pode contaminar o lote inteiro com partículas metálicas. Um selo mecânico comprometido pode liberar lubrificante em contato com o produto antes de qualquer inspeção programada.
Os riscos de uma contaminação já são grandes, mas ficam maiores ainda no intervalo em que ela se desenvolve sem ser detectada.
Para prevenir isso, a melhor opção possível é garantir o controle sobre a saúde dos ativos e antecipar a degradação dessas máquinas. Com sensores inteligentes, a operação pode ser completamente rastreada e o estado de cada ativo fica evidente para o time técnico, que consegue antecipar falhas e quebras que normalmente paralisariam operações alimentícias, colocando em risco cadeias de produção.
A manutenção preventiva, por exemplo, tem muito valor operacional, mas não é capaz de refletir a condição real do ativo.
Neste artigo, você vai entender quais são os principais vetores de contaminação ligados a falhas mecânicas, quais ativos merecem atenção prioritária em uma planta alimentícia e como estruturar um plano de monitoramento de condição que conecte a saúde dos equipamentos diretamente à integridade do produto.
Leia também:
- O que é OEE na produção e como melhorar o indicador
- Lucro cessante: como a manutenção preditiva ajuda a minimizar
- Qual é a melhor maneira de gerir o ciclo de vida da falha no chão de fábrica?
O que significa contaminação de ativos no contexto de manutenção
Contaminação de ativos, para fins de manutenção, é qualquer situação em que a falha ou degradação de um equipamento introduz agentes indesejados no processo produtivo. Na indústria alimentícia, esse conceito tem peso direto sobre a segurança do produto final.
A contaminação pode se manifestar de três formas principais:
A contaminação física ocorre quando partículas sólidas provenientes do desgaste de componentes mecânicos entram em contato com o produto.
O exemplo mais comum é de partículas metálicas geradas pelo desgaste progressivo de rolamentos, que migram para o ambiente de processo quando a vedação falha ou quando o componente já está em colapso. Fragmentos de correia, lascas de material de vedação ou resíduos de peças em atrito também se enquadram nessa categoria.
Já a contaminação química acontece quando fluidos de processo interno do equipamento, como lubrificantes, fluidos hidráulicos ou refrigerantes, escapam de sua contenção e alcançam o produto.
Um selo mecânico comprometido em uma bomba de transferência, por exemplo, pode liberar óleo mineral em contato direto com o alimento. Esse tipo de contaminação é particularmente crítico porque nem sempre é visível em inspeção rotineira.
A contaminação térmica é a menos óbvia, mas igualmente relevante. Quando um componente mecânico falha de forma incipiente e começa a gerar calor excessivo, esse sobreaquecimento pode alterar as propriedades físicas ou químicas do produto processado nas imediações.
Em processos sensíveis à temperatura, como pasteurização, resfriamento ou processamento de laticínios, essa variação pode comprometer a qualidade e a conformidade do lote.
Compreender esses três vetores é o primeiro passo para estruturar um monitoramento que realmente proteja a operação.
Ativos críticos na indústria alimentícia e seus modos de falha
Nem todo equipamento representa o mesmo risco de contaminação. O mapeamento eficiente começa por identificar quais ativos têm potencial de introduzir agentes indesejados no produto, seja por contato direto ou por proximidade com o fluxo de processo.
Veja os principais modos de falha de alguns ativos de alta criticidade na indústria alimentícia:
Bombas de transferência
Bombas de transferência são um dos ativos de maior risco. O principal modo de falha que ameaça a qualidade do produto é o comprometimento do selo mecânico, que pode ocorrer por desgaste, desalinhamento ou cavitação recorrente.
A cavitação, além de degradar rapidamente os componentes internos da bomba, gera vibração característica que pode ser detectada antes que o selo seja comprometido.
Misturadores e agitadores
Estes ativos apresentam riscos relevantes quando há desbalanceamento no eixo ou folga crescente em mancais. Essas condições geram vibração progressiva que, se não monitorada, evolui para o desgaste acelerado de rolamentos e vedações.
Em equipamentos que operam em contato direto com o produto, esse desgaste pode resultar em contaminação por partículas metálicas ou por lubrificante.
Esteiras e transportadores
Por parecerem simples, esteiras e transportadores são frequentemente subestimados no plano de monitoramento. Desalinhamento de correia e desgaste progressivo de rolos e tambores geram atrito, calor e, eventualmente, fragmentação de material. Em linhas onde o produto está exposto, esses fragmentos representam risco direto.
Compressores de refrigeração
O setor de refrigeração é crítico em plantas de laticínios, carnes e outros segmentos que dependem da cadeia de frio. Falha de rolamento e vazamento de refrigerante são os modos de falha mais relevantes.
A perda de eficiência do sistema de refrigeração por degradação mecânica pode comprometer a temperatura de processo antes mesmo que o alarme de temperatura seja acionado.
Redutores em linhas de envase
Redutores acumulam risco à medida que o desgaste de engrenagens avança. Em estágios iniciais, esse desgaste gera partículas metálicas finas que circulam no óleo interno do redutor. Se a vedação estiver comprometida, esse material pode migrar para fora do equipamento.
Além disso, o aumento de temperatura interna associado ao desgaste é um indicador precoce que pode ser capturado antes que o componente evolua para falha.
Qual é a melhor opção de manutenção para prevenir falhas na indústria alimentícia?
O monitoramento de condição, como o da Tractian, é excelente para preencher as lacunas que o modelo baseado em tempo deixa em aberto. Ao acompanhar o comportamento do ativo de forma contínua, ele transforma sinais físicos do equipamento em informação antes que a degradação se torne falha.
A vibração é o sinal mais abrangente para detectar desgaste mecânico em fase inicial. Rolamentos com pista comprometida, desbalanceamento em rotores, folga em mancais e desalinhamento de eixo: todos esses modos de falha geram assinaturas vibracionais específicas, visíveis antes que qualquer dano seja percebido visualmente.
Isso significa que é possível detectar o desgaste do rolamento enquanto ele ainda está produzindo partículas finas, não quando já está fragmentando.
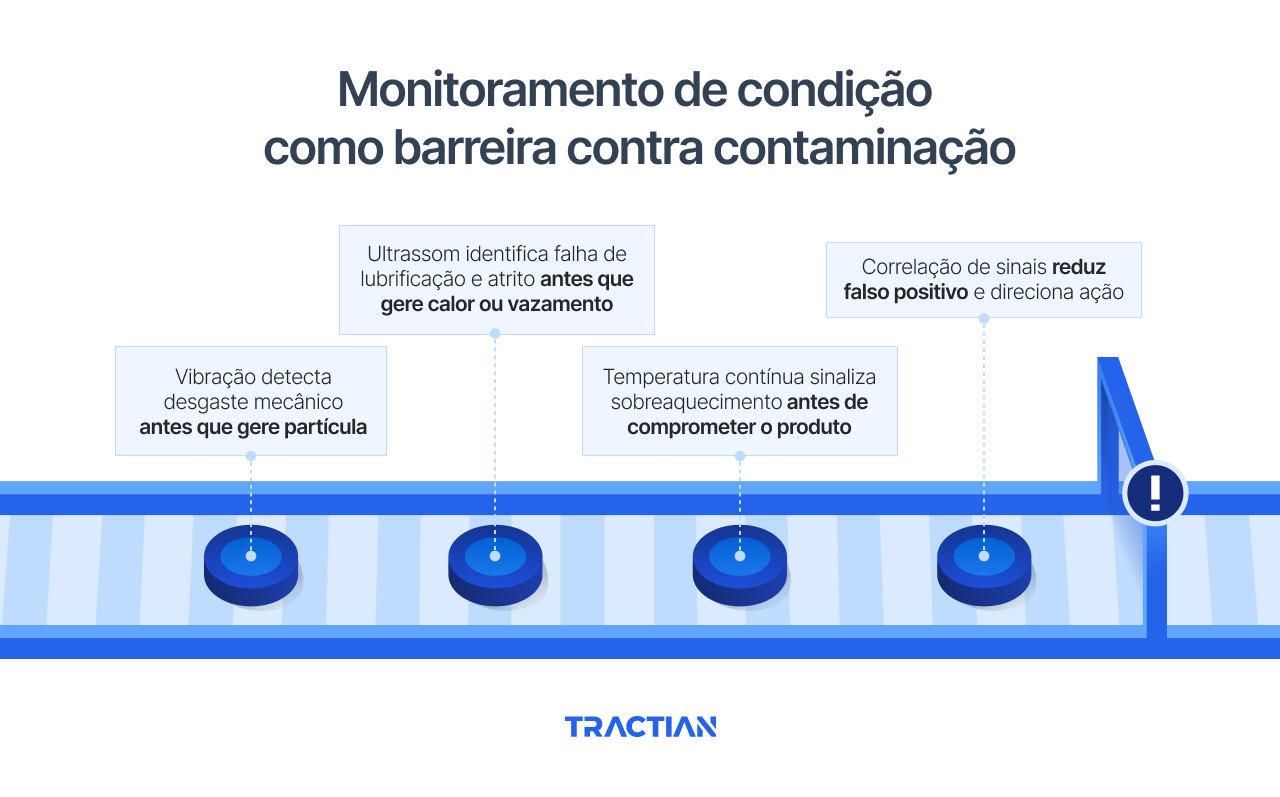
Já a temperatura contínua é especialmente relevante em ativos onde o sobreaquecimento representa risco direto para o processo produtivo. Quando a temperatura de um mancal ou motor começa a crescer progressivamente, esse sinal antecede a falha mecânica e permite a intervenção antes que o calor se propague para o ambiente do produto.
A combinação desses sinais é o que caracteriza um monitoramento realmente eficiente. Isolado, um pico de vibração pode ser interpretado como variação de processo. Mas correlacionado com o aumento da temperatura no mesmo ativo, ele passa a ser um indicador confiável de degradação em curso.
Essa correlação reduz o número de falsos positivos e direciona a ação para onde ela é realmente necessária.
Como estruturar um plano de monitoramento para plantas alimentícias
A implementação de monitoramento de condição em uma planta alimentícia precisa ser orientada por critérios mais específicos do que os utilizados em outros segmentos industriais.
O impacto de produção é um critério válido, assim como nas outras indústrias, mas aqui ele é insuficiente. O critério de contaminação precisa ser incluído como variável independente na classificação de criticidade.
Veja como estruturar um plano sem buracos e pronto para a indústria alimentícia:
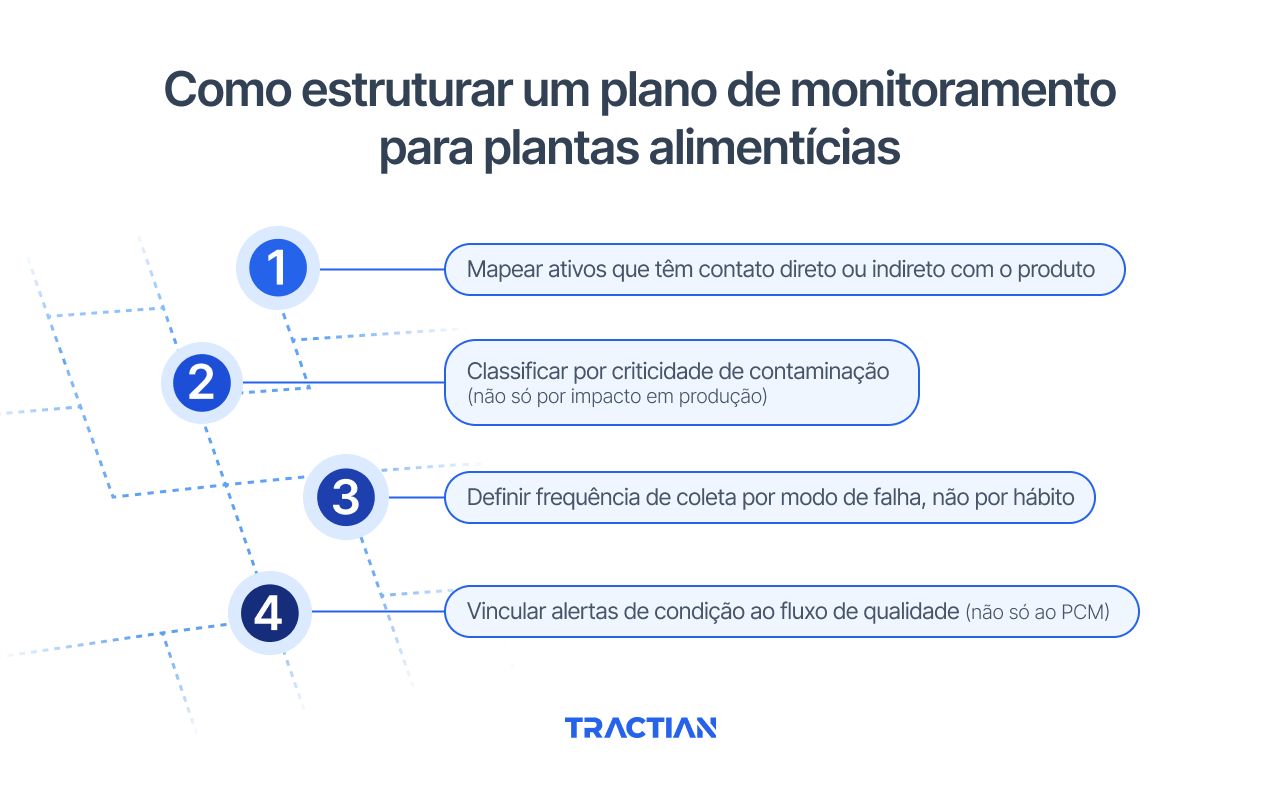
1. Mapear ativos que têm contato direto ou indireto com o produto
O primeiro passo é mapear os ativos pelo potencial de contaminação, não apenas pelo impacto no uptime. Um ativo que, ao falhar, pode contaminar o produto merece classificação crítica, mesmo que sua parada não interrompa imediatamente a linha. Esse mapeamento deve considerar os três vetores: contaminação física, química e térmica.
2. Classificar por criticidade de contaminação (não só por impacto em produção)
O segundo passo é revisar a classificação de criticidade com esse novo critério incorporado. Ativos que têm contato direto com o produto ou que operam em zonas adjacentes ao fluxo de processo devem ser priorizados no plano de monitoramento independentemente de seu peso produtivo.
Essa revisão frequentemente muda a ordem de prioridade em relação ao que o plano preventivo tradicional define.
3. Definir frequência de coleta por modo de falha, não por hábito
Com a criticidade determinada, deve-se definir a frequência de coleta por modo de falha. Rolamentos de alta velocidade em bombas de transferência demandam coleta mais frequente do que redutores de baixa rotação em transportadores.
O critério técnico deve vir antes da lógica de manter a mesma frequência de inspeção para tudo “só por segurança”.
4. Vincular alertas de condição ao fluxo de qualidade (não só ao PCM)
Depois, chega a hora de integrar os alertas de condição ao fluxo de qualidade, e não só ao planejamento.
Quando um sensor detecta desvio em um ativo com risco de contaminação, a equipe de qualidade precisa ser acionada em paralelo com a manutenção. Essa integração evita que uma falha mecânica seja tratada apenas como ordem de serviço enquanto lotes potencialmente comprometidos seguem na linha.
Como a Tractian facilita a gestão de manutenção na indústria alimentícia
Estruturar um plano de monitoramento eficiente exige mais do que definir frequências e classificar ativos. É preciso que os dados coletados se transformem em informação acessível, confiável e conectada ao fluxo de decisão da planta.
O monitoramento de condição da Tractian opera nesse modelo. Os sensores coletam sinais de vibração e temperatura de forma contínua, e a plataforma analisa esses dados automaticamente, identificando padrões de desgaste e desvios de comportamento antes que evoluam para falha.
Ou seja, um rolamento em estágio inicial de degradação é detectado quando ainda gera uma assinatura vibracional discreta, não quando já está gerando partículas ou calor visível.
O sistema também ajusta os níveis de alerta com base no histórico do próprio ativo, o que reduz os falsos positivos e garante que os alertas gerados sejam acionáveis.
Para gestores de manutenção, isso se traduz em menos ruído, mais precisão e mais confiança para acionar equipes no momento certo.
Em uma planta alimentícia, onde a janela entre a falha incipiente e o risco de contaminação pode ser questão de horas, esse tempo poupado faz toda a diferença.
O simples ato de monitorar a condição dos ativos de forma contínua pode salvar a integridade do seu produto.
Agora você tem uma escolha. Prefere dar um passo em direção a uma manutenção mais eficiente e inteligente ou continuar no escuro?
