Cuando una máquina se detiene, hay efectos dominó en todo el piso de planta. Desde producción perdida y órdenes demoradas hasta equipos frustrados, la falla de equipos es uno de los retos más disruptivos y costosos en las operaciones industriales.
No solo detiene la producción: dispara una cadena de obstáculos no planificados que los equipos tienen que salir a apagar. Pero aunque las consecuencias de la falla son claras, las causas suelen dejarse sin atender… hasta que ya es demasiado tarde.
La realidad es que la mayoría de las fallas comunes de equipos son prevenibles, y casi siempre apuntan a problemas más profundos en la forma en que el mantenimiento se planea y se ejecuta.
Entender estas causas raíz y trabajar de forma proactiva para resolverlas es el primer paso hacia una operación más confiable y controlada. En este artículo veremos las cinco causas principales de la falla de equipos industriales y cómo prevenir cada una.
¿Qué es un falla en máquinas industriales?
La falla de máquinas en contextos industriales ocurre cuando un activo deja de cumplir la función para la que fue diseñado. Eso no significa solo que se “apagó”: también incluye fallas parciales, como caídas de desempeño, comportamientos irregulares o defectos de calidad.
En manufactura, la falla se define por su impacto. Si la condición de un componente provoca que la producción quede por debajo de especificación, entonces ese componente ha fallado.
Las fallas pueden ser súbitas, como cuando se quema un motor, o graduales, como un rodamiento que se desgasta con el tiempo. Pueden ser mecánicas, eléctricas e incluso de software, pero el resultado es el mismo: paros no planeados, ineficiencias y aumento de costos.
Las fallas en tus máquinas son más costosas de lo que crees
Incluso una sola hora de falla de equipos puede generar pérdidas más rápido de lo que muchos imaginan.
Según el reporte publicado en inglés “True Cost of Downtime 2024” de Siemens, los 500 fabricantes más grandes del mundo pierden 1.4 billones de dólares al año por paros no planeados. Eso es el 11 % de sus ingresos totales que se evapora por operaciones interrumpidas. Para una planta promedio, el paro ya ronda los 253 millones de dólares anuales.
En automotriz, una hora de línea detenida puede costar 2.3 millones de dólares, más de 600 dólares por segundo. Todo esto se ha disparado desde 2019 debido a sistemas más complejos, energía más cara y cadenas de suministro más interconectadas: una falla en un punto se siente en toda la línea.
Las empresas pequeñas y medianas sufren todavía más: algunas pierden hasta 150,000 dólares por hora cuando la operación se detiene. Para compañías que deben entregar OTIF (On Time, In Full), un solo pedido perdido puede poner en riesgo un contrato o incluso su estatus como proveedor.
¿Cuáles son algunos tipos de fallas en máquinas?
No todas las fallas se ven igual ni todas detienen a la máquina de inmediato. Para construir una estrategia de prevención sólida, primero hay que entender de qué formas fallan los activos
Falla súbita
Es el caso clásico: un momento el equipo está en marcha y al siguiente ya no. Suelen involucrar componentes críticos y provocan paro inmediato. Pueden indicar que faltó monitoreo de condición o que las inspecciones no estaban capturando la degradación real.
Falla intermitente
Aparece de manera inconsistente y es de las más frustrantes de diagnosticar. La máquina puede trabajar bien en un turno y fallar en el siguiente. Se asocia a expansión térmica, cargas variables o contactos eléctricos marginales. Si no se acompaña con datos, la falla intermitente ensucia el análisis de causa raíz.
Degradación gradual
Se construye con el tiempo. El activo sigue operando, pero cada vez rinde menos. Es común en sistemas con desgaste predecible, como impulsores de bomba o filtros. El riesgo es la normalización del bajo desempeño: el equipo se acostumbra a que la máquina trabaje peor… hasta que el problema escala.
Falla oculta
Son peligrosas porque no se hacen visibles hasta que otro componente las “activa”. Un sensor de presión defectuoso quizá no avise hasta que una bomba aguas abajo trabaje en seco. Suelen estar asociadas a sistemas de protección (alarmas, enclavamientos, backups), por lo que requieren pruebas y verificación periódica.
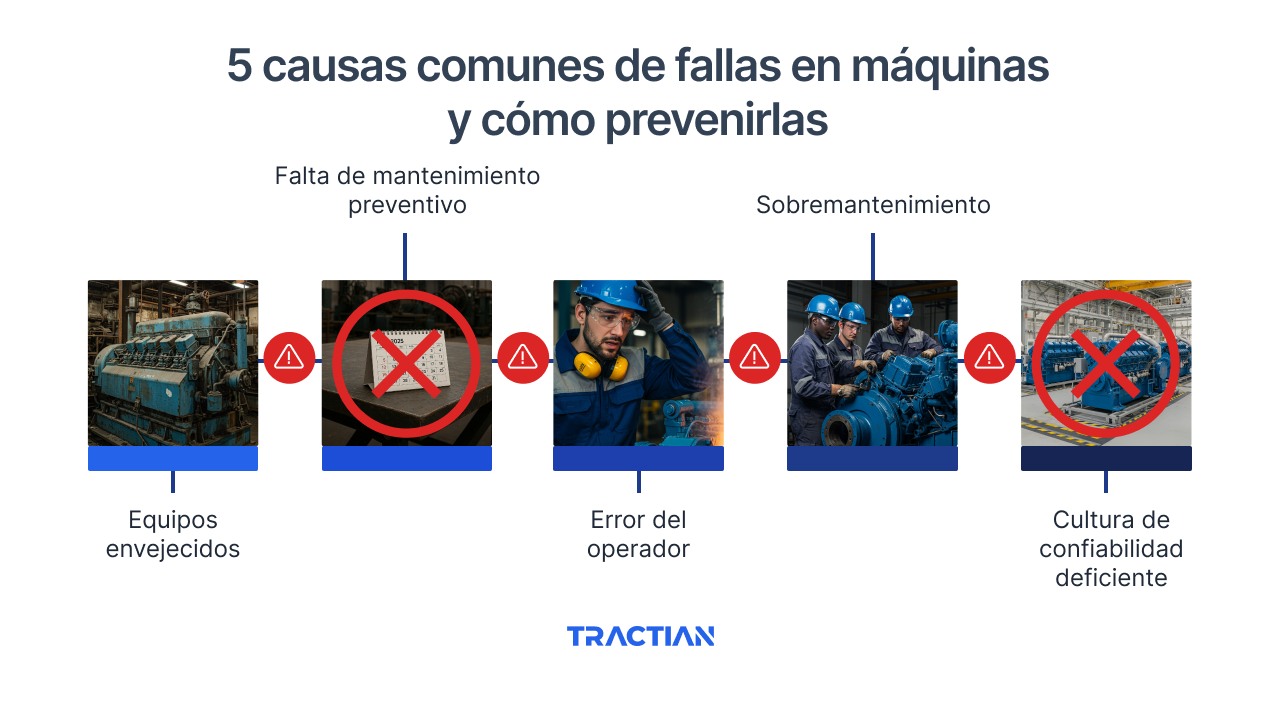
5 causas comunes de fallas en máquinas
Cuando llega la falla, rara vez es casualidad. La mayoría de las averías vienen de problemas de fondo, previsibles y prevenibles. Estas son las cinco causas más frecuentes:
1. Equipos envejecidos
Los activos viejos no solo traen desgaste: traen riesgos ocultos que se acumulan con los ciclos, los turnos y las intervenciones de mantenimiento.
El problema no es solo que las piezas se gastan, sino que esa degradación se vuelve cada vez menos predecible. Los rodamientos empiezan a aflojarse más allá de lo que tus líneas base de vibración detectan. La aislación eléctrica falla de forma intermitente bajo carga. La documentación está desactualizada o ni siquiera existe, así que las inspecciones se vuelven un juego de adivinanzas.
Y como el equipo “todavía está funcionando”, muchas veces se ignora. El ruido o el calentamiento se vuelven normales. Esa tolerancia, tarde o temprano, se vuelve un pasivo.
Además, los equipos viejos suelen venir con estas limitaciones:
- El OEM ya no da soporte al modelo
- El historial del activo está fragmentado, lo que vuelve casi imposible un análisis de causa raíz
- No existe una línea base digital de desempeño
- Las refacciones se consiguen en mercado secundario o reacondicionadas
Si quieres extender el ciclo de vida de un activo viejo, tienes que hacerlo con monitoreo en tiempo real y un seguimiento estructurado. De lo contrario, no estás ahorrando: estás jugando a la suerte.
2. Falta de mantenimiento preventivo
La falta de mantenimiento preventivo sigue siendo de las causas más persistentes de falla. Y no se trata solo de “no hacer los PM”, sino de no tener una estrategia estructurada, basada en riesgo, que alinee la criticidad del activo con probabilidad de falla.
Con demasiada frecuencia se trabaja de forma reactiva. Eso deja pocos recursos para atacar las causas de fondo. Lo que falta es un plan proactivo que considere patrones de uso, historial de fallas y umbrales de condición.
Aquí es donde la diferencia entre el mantenimiento hasta el fallo y mantenimiento preventivo importa. Dejar fallar puede tener sentido en componentes baratos y no críticos. Pero aplicar esa lógica a todo el parque crea un backlog riesgoso que termina afectando la producción.
El mantenimiento preventivo reduce esos riesgos antes de que escalen, al atacar modos de falla conocidos y extender la vida útil sin sobre–mantener.
3. Error del operador
No todas las fallas empiezan por una pieza defectuosa. A veces es un interruptor que se movió antes de tiempo o una válvula de bypass que se dejó abierta. En entornos donde la precisión importa, un descuido mínimo puede provocar una interrupción mayor.
El error del operador es de las causas más subestimadas y, sin embargo, más costosas. Abarca desde arranques incorrectos hasta cargas mal aplicadas. Casi siempre se debe a problemas sistémicos: falta de procedimientos estandarizados, HMIs poco claras, capacitación insuficiente.
Y lo peor: muchas de estas fallas parecen mecánicas, así que el verdadero problema (disciplina operativa) queda oculto.
4. Sobremantenimiento
Sí, existe eso de “demasiado mantenimiento”.
Demasiadas intervenciones rompen sistemas que estaban estables e introducen riesgos innecesarios. Cada vez que se ajusta una máquina sin un motivo claro, la probabilidad de falla aumenta.
El sobremantenimiento suele venir de buenas intenciones: seguir calendarios rígidos sin considerar la condición real del activo. Se cambian piezas antes de tiempo, se lubrica más de la cuenta, se hacen PM a equipos que no los necesitan.
Irónicamente, todo ese trabajo extra termina reduciendo la confiabilidad. Con métricas de desempeño en tiempo real y con patrones históricos de falla, los equipos pueden pasar de programaciones “a ciegas” a un plan de precisión. La meta no es hacer más mantenimiento, sino el mantenimiento correcto, en el momento correcto, por la razón correcta.
5. Cultura de confiabilidad deficiente (o inexistente)
La mejor tecnología de mantenimiento no puede corregir una mala cultura de confiabilidad. Si la falla se ve como “algo normal” y los operadores no hablan con los técnicos, los problemas van a seguir.
Una buena cultura de confiabilidad significa que todos en el piso entienden el valor del uptime y están facultados para protegerlo. En la práctica, eso es construir una mentalidad compartida de mejora continua. Sin esa base, incluso las mejores estrategias preventivas se quedan cortas.
5 formas de prevenir fallas en máquinas
Reducir la tasa de fallas tiene que ver con consistencia y con intención. Estas cinco estrategias ayudan a pasar de apagar incendios a un mantenimiento de precisión que extiende la vida de los activos y controla los costos.
1. Capacita bien a los operadores y mantén el cumplimiento
Los operadores son la primera línea de defensa frente a la falla. Pero sin capacitación adecuada, esa cercanía se convierte en riesgo.
La capacitación no es solo inducción: es un proceso continuo. Debe incluir trabajo práctico con el equipo real y escenarios de solución de problemas. Debe actualizarse cuando el equipo cambia, cuando se reconfigura una línea o cuando se agregan nuevos modos de falla.
El cumplimiento también es clave. Muchas fallas ocurren no porque el equipo no sepa qué hacer, sino porque los protocolos no se hacen cumplir. Sin auditorías constantes, la disciplina de procedimiento se rompe y las desviaciones pequeñas se vuelven problemas grandes.
Un software de mantenimiento como un CMMS ayuda al equipo a mantenerse alineado y documentar que cada orden se hizo como debía.
“Demasiados CMMS se construyen desde la comodidad de una oficina. Los mejores sistemas los diseñan personas que ya estuvieron en tus zapatos: recorriendo el piso, programando trabajo y optimizando PM en el mundo real”, señala Easton Snyder, Sales Engineer, Tractian
2. Monitorea y analiza los equipos de forma digital
El problema con las revisiones manuales es que no pueden seguir el ritmo de la complejidad actual de las flotas de activos. Por eso los insights en tiempo real de equipos conectados son esenciales para predecir la falla antes de que ocurra.
Las soluciones de monitoreo digital dan una vista continua de la salud del activo rastreando vibración, temperatura, corriente y otros indicadores clave. Lo más importante: detectan cambios antes de que sean visibles, cerrando la brecha entre el desgaste “normal” y la ruptura inesperada.
La solución de monitoreo de condición de Tractian sigue el comportamiento del equipo en múltiples variables para identificar condiciones de falla en etapas tempranas y priorizar la respuesta.
3. Equilibra el preventivo con el mantenimiento basado en condición
El mantenimiento preventivo funciona… hasta que se vuelve excesivo. Hacer tareas muy seguido puede elevar el riesgo de falla y quemar recursos. Ahí es donde el mantenimiento basado en condición sirve como contrapeso.
La clave es pasar de una mentalidad de intervalos fijos a una guiada por la condición real del equipo. En vez de cambiar rodamientos cada seis meses sí o sí, se actúa cuando el umbral de vibración sube. En vez de basarse solo en horas de operación, se miran las tendencias térmicas, las cargas y los patrones de eventos.
Así es como se mantiene la confiabilidad sin caer en sobremantenimiento.
4. Adjunta SOPs a las órdenes de trabajo
Los Procedimientos Estandarizados de Operación (SOP) aseguran que las tareas de mantenimiento se hagan bien siempre. Pero tener los SOP guardados en una carpeta inaccesible ya no sirve.
Adjuntarlos directamente a las órdenes de trabajo digitales cierra el ciclo entre planeación y ejecución. Así, los técnicos tienen las instrucciones paso a paso en el momento y lugar en que las necesitan.
Esto es crítico en tareas poco frecuentes o especializadas, donde la experiencia no basta. Cuando los SOP están dentro del flujo de trabajo, los procesos se vuelven repetibles y auditables.
5. Haz inspecciones rutinarias de mantenimiento
Las inspecciones son donde se detecta la mayoría de los problemas pequeños. Pero para que funcionen, tienen que ir más allá de “palomear” listas.
Un buen programa de inspecciones se enfoca en condición, no sólo en apariencia. Esto implica:
- Registrar irregularidades de vibración
- Revisar calor en sellos y acoplamientos
- Escuchar anomalías en el ciclo
- Capturar lecturas que se comparen con líneas base históricas
Si las inspecciones se registran en tiempo real y se atan al historial del activo, puedes seguir tendencias de desempeño y disparar acciones correctivas basadas en evidencia. La meta no es solo encontrar problemas: es alimentar un bucle de retroalimentación donde cada inspección haga más claro el comportamiento del activo.
Cómo la solución de Tractian puede ayudarte a prevenir la falla de equipos
La mayoría de las fallas ocurren porque las señales de alerta no se ven. Y en operaciones de alta producción, cada error cuesta tiempo y dinero.
Las estrategias en tiempo real, basadas en condición, cambian el juego.
El monitoreo de condición de Tractian da a los equipos de mantenimiento una vista continua y fundada en datos sobre la salud de los activos, para que puedan detectar, responder y prevenir la falla con precisión. Al seguir los indicadores de desempeño, la solución muestra problemas en etapas tempranas, antes de que escalen.
Lo más importante: hace que estos insights sean usables. El sistema contextualiza alertas, las vincula con tendencias históricas y respalda la toma de decisiones en todos los niveles.
Eso significa menos intervenciones reactivas. Menos cambios de partes innecesarios. Y menos fallas que “salieron de la nada”.
Si quieres hacer tu operación más confiable, la tecnología de monitoreo de condición de Tractian es para ti.