Cuando una máquina falla y la operación debe detenerse, el impacto va mucho más allá del mantenimiento. En plantas que operan las 24 horas del día, esto significa intervenciones no planificadas, pérdida de ingresos, pedidos retrasados y presión por todos lados.
En este contexto, las estrategias tradicionales de mantenimiento ya no son suficientes. La operación moderna exige agilidad, previsibilidad y decisiones basadas en datos reales.
La buena noticia es que la tecnología evolucionó y el monitoreo predictivo llegó para cambiar por completo la forma de hacer mantenimiento.
Con esta estrategia, el equipo deja de reaccionar a los problemas y pasa a anticiparse a las fallas antes de que ocurran. A través de sensores conectados e inteligencia artificial, el sistema monitorea el comportamiento de las máquinas en tiempo real, detectando signos tempranos de desgaste o anomalías mucho antes de que se vuelvan críticos.
En este artículo, te explicaremos cómo funciona el monitoreo predictivo y qué necesitas saber para implementarlo con éxito en tu operación industrial.
¿Qué es el monitoreo predictivo?
El monitoreo predictivo es una estrategia de mantenimiento que anticipa las fallas antes de que ocurran. Combina monitoreo continuo e inteligencia artificial para seguir en tiempo real la condición de las máquinas y convertir esos datos en información práctica y accionable.
En la práctica, esto significa dejar de depender solo de cronogramas fijos y comenzar a actuar según lo que realmente ocurre con el equipo, tomando decisiones basadas en el estado real del activo.
El proceso comienza con sensores IoT instalados en las máquinas, que monitorean en tiempo real indicadores como vibración, temperatura y presión. Estos datos son procesados por algoritmos que aprenden el comportamiento normal de cada activo y detectan cualquier desviación del patrón esperado.
Con esta previsibilidad, el equipo de mantenimiento gana tiempo para actuar de forma estratégica. Las intervenciones dejan de ser emergencias y se transforman en acciones planificadas, lo que aumenta la precisión y reduce las paradas innecesarias.
Mantenimiento predictivo vs. preventivo: entiende la diferencia en la práctica
Tanto el mantenimiento preventivo como el predictivo comparten un mismo objetivo: evitar fallas inesperadas. Sin embargo, la forma en que cada uno actúa (y su impacto en la operación) es muy distinta.
El mantenimiento preventivo sigue una rutina fija. Las inspecciones y reemplazos se realizan según el tiempo o el nivel de uso, sin importar cómo se esté comportando el equipo en ese momento.
Este sigue siendo el modelo más común en muchas industrias, aunque tiene una limitación importante: no siempre acierta con el momento ideal para intervenir.
A veces, una pieza se reemplaza antes de tiempo, lo que genera desperdicio de recursos. En otros casos, el equipo falla antes de la fecha programada, porque los signos de desgaste pasaron desapercibidos.
El mantenimiento predictivo, en cambio, utiliza datos en tiempo real para monitorear de forma continua la salud de los activos. Las intervenciones se realizan solo cuando existen indicios concretos de que algo está fuera de lo normal, lo que permite al equipo optimizar esfuerzos, evitar inspecciones innecesarias y actuar con mucha más precisión.
Cómo funciona el mantenimiento predictivo
Implementar una estrategia predictiva implica conectar los datos de los activos con la toma de decisiones en tiempo real. Para lograrlo, cada etapa debe estar bien alineada, desde la selección de los equipos hasta el uso inteligente de la información recolectada.
1. Selección de equipos e instalación de sensores
El primer paso es definir qué activos deben monitorearse, ya que no todas las máquinas requieren el mismo nivel de atención.
Conviene comenzar por los activos críticos, aquellos que impactan directamente en la producción o que tienen un alto costo de reparación. Es en ellos donde el retorno de la inversión en monitoreo resulta más evidente.
Una vez definidos los activos, se realiza la instalación de los sensores, que medirán parámetros como vibración, temperatura, corriente eléctrica o presión, según el tipo de falla que se desee anticipar.
Por ejemplo, en máquinas rotativas, el monitoreo de vibración es esencial, mientras que en motores eléctricos, los sensores de corriente y temperatura aportan información más valiosa.
La posición de los sensores también es fundamental. Una instalación incorrecta puede generar ruido en los datos o incluso dejar pasar eventos importantes.
2. Recolección y transmisión de datos
Con los sensores instalados, comienza la captura continua de datos. Las lecturas reflejan el comportamiento real de la máquina bajo condiciones normales de operación, sin depender de inspecciones sensitivas.
Estos datos se transmiten por redes inalámbricas hacia una plataforma central, donde se almacenan y quedan listos para el análisis. También existen opciones con conexión por cable, aunque su instalación suele ser más compleja.
El desafío en esta etapa es mantener la consistencia y frecuencia de muestreo, especialmente para detectar fallas en etapas iniciales que podrían pasar desapercibidas con mediciones esporádicas.
La visibilidad en tiempo real depende directamente de contar con una base de datos estructurada y confiable.
3. Procesamiento y análisis de datos
Los datos brutos, por sí solos, no aportan mucho valor. Deben procesarse, filtrarse e interpretarse. Aquí es donde entran en acción los algoritmos de análisis predictivo.
El sistema compara el comportamiento actual de la máquina con su histórico y detecta cualquier desviación que indique desgaste, pérdida de rendimiento o una posible falla inminente.
Este proceso incluye etapas como la eliminación de ruido, la normalización de señales y la identificación de tendencias.
El objetivo es destacar lo verdaderamente relevante y entregar a los equipos de mantenimiento solo alertas significativas, evitando la sobrecarga de información.
4. Modelado predictivo
En esta etapa, el sistema comienza a predecir fallas con base en el comportamiento de los activos.
Mediante algoritmos de aprendizaje automático (machine learning), la plataforma aprende cómo opera cada componente en condiciones normales y reconoce desviaciones que indican posibles fallas, incluso en sus fases más tempranas.
Estos modelos se construyen con datos históricos y en tiempo real. Analizan variables como amplitud de vibración, curvas de temperatura o ciclos de carga, creando patrones que definen lo que es “normal” para cada máquina.
Cuando un dato se desvía de ese patrón, el sistema lo reconoce como un posible riesgo y emite una alerta. Cuantos más datos recibe el sistema, más preciso se vuelve el modelo.
Por eso, mantener una operación consistente y garantizar la calidad de los datos es clave para que las predicciones sean confiables.
5. Generación de alertas y planificación del mantenimiento
Cuando el modelo identifica un patrón de falla en desarrollo, el sistema genera una alerta predictiva.
Además de señalar que existe un problema, estas alertas vienen acompañadas de contexto: qué está ocurriendo, en qué activo, cuál podría ser la causa y qué acciones pueden evitar la falla.
Este es el punto donde los datos se transforman en acción. Con información clara y fundamentada, los equipos pueden priorizar intervenciones según el riesgo real de los activos, alineando las tareas de mantenimiento con los ciclos productivos.
Esto reduce intervenciones de emergencia y evita paradas fuera de calendario. En este nivel, el sistema deja de ser una herramienta reactiva y se convierte en un recurso estratégico, capaz de responder preguntas como:
- ¿Cuándo es el momento adecuado para actuar?
- ¿Qué piezas debo preparar?
- ¿Cómo puedo movilizar mejor a mi equipo?
6. Ejecución del mantenimiento
Con el plan definido, llega el momento de ejecutar.
La diferencia está en la claridad de las instrucciones: el equipo técnico recibe indicaciones precisas basadas en los insights del sistema, como qué intervención realizar, por qué es necesaria y con qué nivel de urgencia.
Esto reduce el tiempo de diagnóstico en campo y aumenta la efectividad del primer intento de reparación.
Con base en esta información, es posible anticipar pedidos de repuestos, programar la parada en el momento óptimo y utilizar la mano de obra de forma más eficiente. Todo ocurre de manera ágil y dirigida, con mínimo impacto en la operación.
7. Análisis de desempeño y ajuste de modelos
Una vez realizada la intervención, el monitoreo continúa. Esto permite verificar si la acción realmente resolvió el problema.
Si los datos vuelven a su comportamiento normal, el sistema confirma que la falla fue solucionada. De lo contrario, sigue vigilando y alerta sobre cualquier persistencia o nueva anomalía.
Este proceso cierra el ciclo y alimenta los modelos con información real sobre lo que funcionó y lo que no, permitiendo ajustes continuos y mayor precisión con el tiempo.
Este retorno constante de información es lo que convierte al sistema predictivo en una herramienta cada vez más inteligente y confiable, capaz de evolucionar junto con la realidad operativa de tu planta.
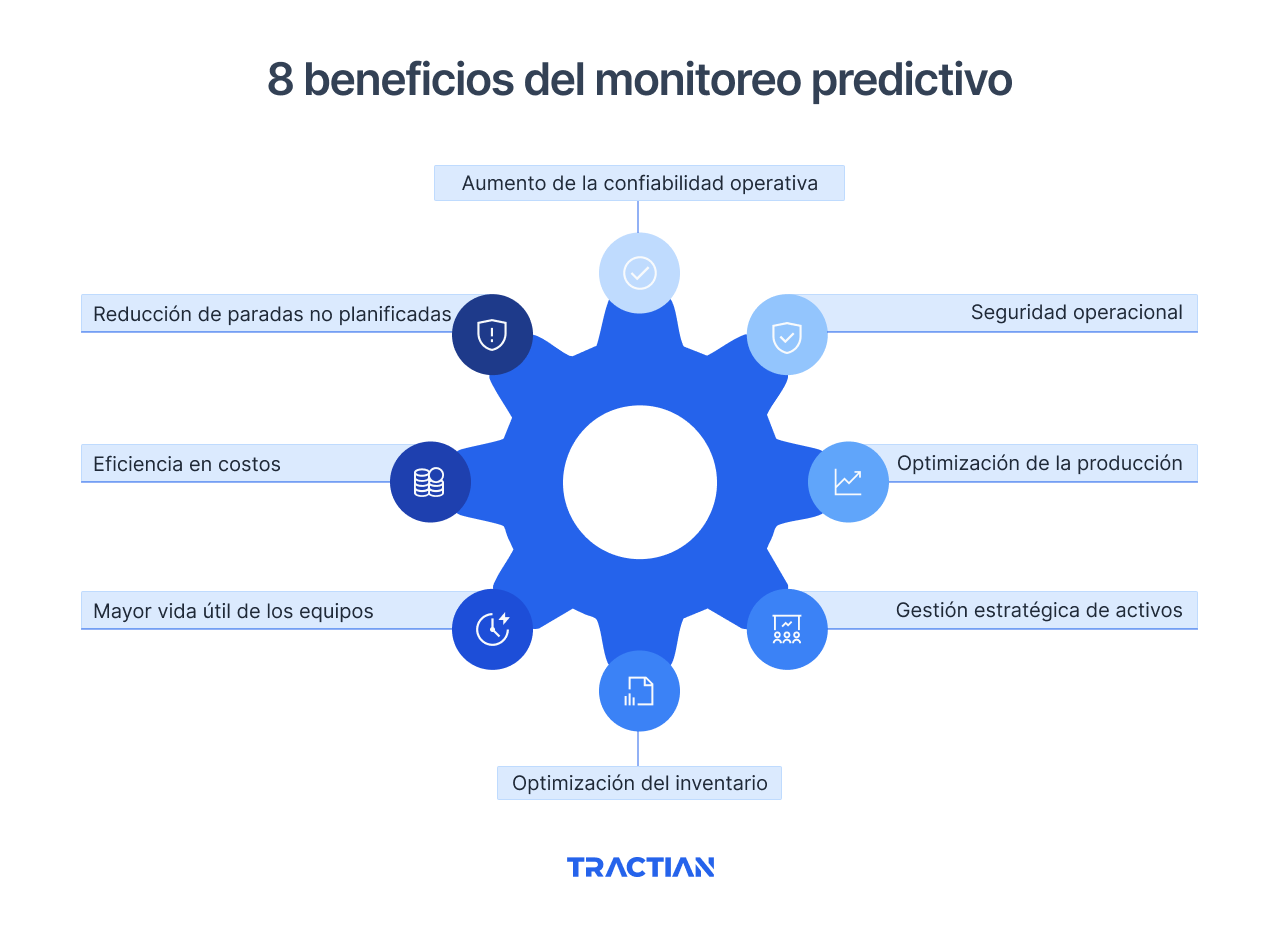
8 beneficios del monitoreo predictivo
El monitoreo predictivo no es solo una solución técnica, es una estrategia operativa que puede tener impacto directo en toda la planta industrial.
A continuación, los principales beneficios para tu operación:
1. Reducción de paradas no planificadas
Las paradas inesperadas están entre los costos más altos en cualquier operación industrial. Con el monitoreo predictivo, es posible identificar patrones de falla antes de que se conviertan en averías reales.
De esta forma, el equipo puede actuar con anticipación y sin necesidad de detener la producción de manera emergencial.
Al detectar problemas todavía pequeños, las intervenciones pueden realizarse en ventanas programadas o durante períodos de menor carga, lo que asegura una operación más continua y menos vulnerable a interrupciones repentinas.
2. Eficiencia en costos
Esta estrategia también reduce los costos directos e indirectos relacionados con mantenimiento. Los problemas detectados en etapas tempranas requieren menos recursos.
Además, se evitan gastos con trabajo de emergencia, pedidos urgentes de repuestos y horas extra, factores que encarecen cualquier intervención.
Otro punto clave: el mantenimiento deja de reemplazar piezas innecesariamente, lo que aumenta la vida útil de los componentes y reduce el desperdicio de materiales y tiempo.
3. Mayor vida útil de los equipos
Cuanto antes se identifica una falla, menor es el impacto sobre la integridad del equipo y mayor su vida útil.
El monitoreo predictivo acompaña de cerca el desgaste, el esfuerzo mecánico y las variaciones de desempeño, permitiendo ajustes precisos antes de que el problema se vuelva estructural.
Intervenciones simples, como corregir un desalineamiento o ajustar la lubricación, previenen daños acumulados que acortan la vida útil del activo. Solo este cambio ya representa ahorro en inversión y menor necesidad de reposiciones anticipadas.
4. Mayor confiabilidad operativa
Con datos en tiempo real y alertas precisas, la toma de decisiones deja de ser reactiva. El monitoreo predictivo ofrece visibilidad total sobre la salud de los activos, reduciendo la incertidumbre y mejorando la estabilidad de la operación.
Los equipos operan dentro de parámetros seguros, y las fallas inesperadas se vuelven la excepción, no la regla.
Esta previsibilidad fortalece la planificación de la producción, mejora la coordinación entre mantenimiento y operaciones y garantiza ciclos productivos más consistentes.
5. Seguridad operacional
Las fallas en los equipos no solo generan pérdidas económicas, también ponen en riesgo la seguridad de las personas.
Motores sobrecalentados, fugas y fallas eléctricas son ejemplos de situaciones que pueden derivar rápidamente en accidentes si no se detectan a tiempo.
El monitoreo predictivo actúa como una capa adicional de seguridad: identifica comportamientos fuera del estándar antes de que se conviertan en una amenaza, lo que permite que las intervenciones se realicen en condiciones controladas y seguras, sin exponer al personal a riesgos innecesarios.
6. Optimización de la producción
Cuando los equipos operan de manera estable y predecible, el control de la producción se vuelve mucho más eficiente.
El monitoreo predictivo asegura que los activos se mantengan dentro de sus parámetros óptimos de funcionamiento, evitando caídas de rendimiento que afecten el ritmo o la calidad del producto.
Esto permite reducir márgenes de seguridad, eliminar cuellos de botella y planificar con más precisión y productividad.
7. Gestión estratégica de activos
Con información precisa sobre la condición real de cada activo, el mantenimiento deja de operar a ciegas y se vuelve más estratégico y basado en datos.
Esto permite priorizar intervenciones según el nivel de riesgo, planificar reemplazos con claridad y asignar recursos de forma eficiente.
Además, esta gestión respalda el planeamiento a largo plazo, justifica presupuestos con indicadores reales y vincula los objetivos de mantenimiento con los resultados del negocio.
8. Optimización del inventario
El monitoreo predictivo también aporta previsibilidad al área de almacén. Al conocer con anticipación cuándo un componente puede fallar, es posible evitar el exceso de stock y reducir la dependencia de compras urgentes.
El resultado es menos capital inmovilizado, menos desperdicio y mayor agilidad en la reposición de piezas.
Además, con pronósticos más precisos, el departamento de compras puede actuar de forma estratégica, adquiriendo los repuestos correctos, en la cantidad justa y en el momento adecuado.
Cómo el monitoreo predictivo puede transformar tu operación
No importa el sector (alimentos y bebidas, automotriz, minería, energético o químico), el monitoreo predictivo impulsa el rendimiento de las plantas industriales y aporta mayor confiabilidad y control.
Esta estrategia reemplaza la intuición por precisión basada en datos, rompe con la lógica del mantenimiento reactivo y establece las bases para una operación más inteligente, eficiente y resiliente.
En la práctica, se traduce en una producción más fluida, equipos técnicos trabajando con claridad y confianza, costos operativos reducidos y mayor disponibilidad de activos.