Conocer el comportamiento de los fallos, cómo se manifiestan y su curva de ocurrencia es fundamental para crear estrategias dentro de un plan de mantenimiento.
En este artículo puedes consultar los detalles sobre los patrones de fallos, sus aspectos y cómo, a partir de ahí, es posible elaborar mejoras para que las actividades dentro de una planta industrial se mantengan bajo control y dentro de lo previsto.
Los fallos evidenciados como un patrón
En el ambiente industrial, el término “fallo” hace referencia a uno o varios eventos que suceden en máquinas y equipos, provocando interferencias en su funcionamiento. De acuerdo con la NBR 5462 (Brazil), el fallo es la terminación de la capacidad de un elemento para realizar la función requerida”.
Por tanto, podemos considerar que el fallo puede o no provocar una avería o rotura, caracterizándose en una parada total de la máquina. Por lo tanto, es fundamental tener en cuenta que el fallo es un “evento”, mientras que la avería es un “estado”.
El patrón de un fallo
No existe un estándar específico de patrón para un fallo, pero cuando se conocen sus características se puede llegar a un modelo o esquema.
Este esquema describe el inicio de un evento hasta que se convierte en un fallo. Son indicativos de cómo se propaga esta anomalía a través de un sistema hasta que se produce un fallo.
Por tanto, cuando hablamos de “patrón”, es una muestra explícita de cómo se produce un fallo del sistema de forma recurrente. Es decir, estos hechos se entienden iguales o similares en su forma, y suceden de la misma manera.Cuando nombramos la información como patrones de falla, podemos evaluar y diseñar sistemas confiables. Además, al llegar a esta conclusión, la toma de decisiones de estrategias de mantenimiento de activos será más asertiva.
¿Qué son los Patrones y Mecanismos de Fallos?
No podemos confundir los conceptos de “patrón” y “mecanismo” de fallos.
El patrón de fallo es una referencia dada a una secuencia de fallos que han ocurrido en un activo determinado. El mecanismo es la forma en que ocurre cualquier fallo, tenga o no un patrón.
¿Qué son los Patrones y Mecanismos de Fallos?
Según la metodología RCM – Reliability Centered Maintenance, , uno de los conceptos principales es que cada fallo en máquinas y equipos es diferente. Así que hay muchas maneras en que suceden. Es decir, el mecanismo de un fallo depende de varios factores, los cuales pueden estar relacionados con el modo de operación, mantenimiento, tipo de sistema, ambiente de operación, entre otros.
Características del patrón de fallo
Las características de un patrón de falla están directamente relacionadas con la curva de bañera. Por lo tanto, podemos relacionar este mecanismo y su patrón de fallo con las tres fases:
A.B – Mortalidad infantil;
B.C – Período de vida útil y;
C.D – Período de desgaste.
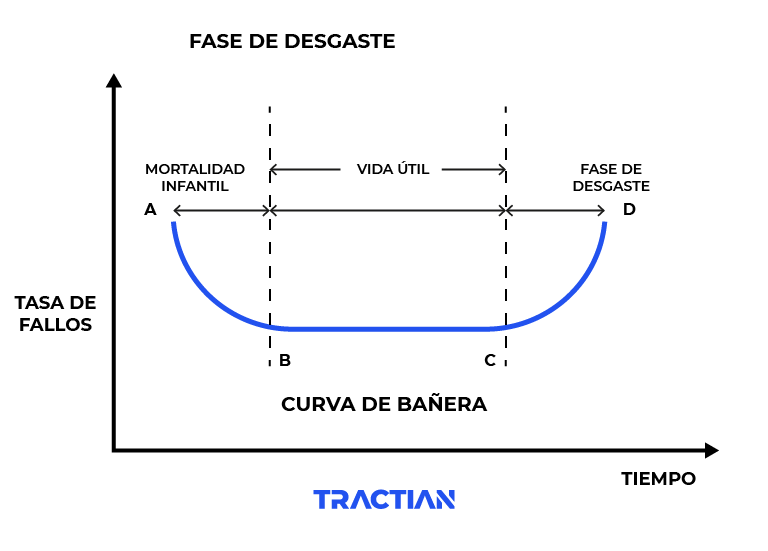
Como podemos ver en la imagen, existe una relación entre la tasa de fallos y el tiempo de funcionamiento, que caracteriza las tres fases de la curva de bañera:
Mortalidad infantil: Al principio de la vida del activo, son frecuentes sus fallos por desgaste o roturas dominadas por miembros “débiles”, relacionadas con problemas como defectos de fabricación y errores de instalación, mantenimiento o puesta en marcha.
Vida útil: En esta fase, sus fallas son aleatorias, causadas por esfuerzos repentinos, condiciones extremas y errores humanos. Son fallas que no son predecibles por el tiempo durante la “vida útil” de la máquina o equipo.
Período de desgaste: Durante este período, luego de un cierto período de uso, sus fallas son causadas por el desgaste causado por problemas surgidos al final de la vida útil de la máquina o equipo.
Con esta comprensión de los defectos y la relación con la curva de bañera, podemos decir que estos modelos pueden exhibir diferentes patrones. Por lo tanto, es importante identificar estos patrones para determinar qué estrategias de mantenimiento se utilizarán.
Varias literaturas (Nowlan/Heap 1978, Moubray 1997 y Smith 1993) apuntan a la existencia de seis patrones de fallo diferentes, que podemos ver a continuación:
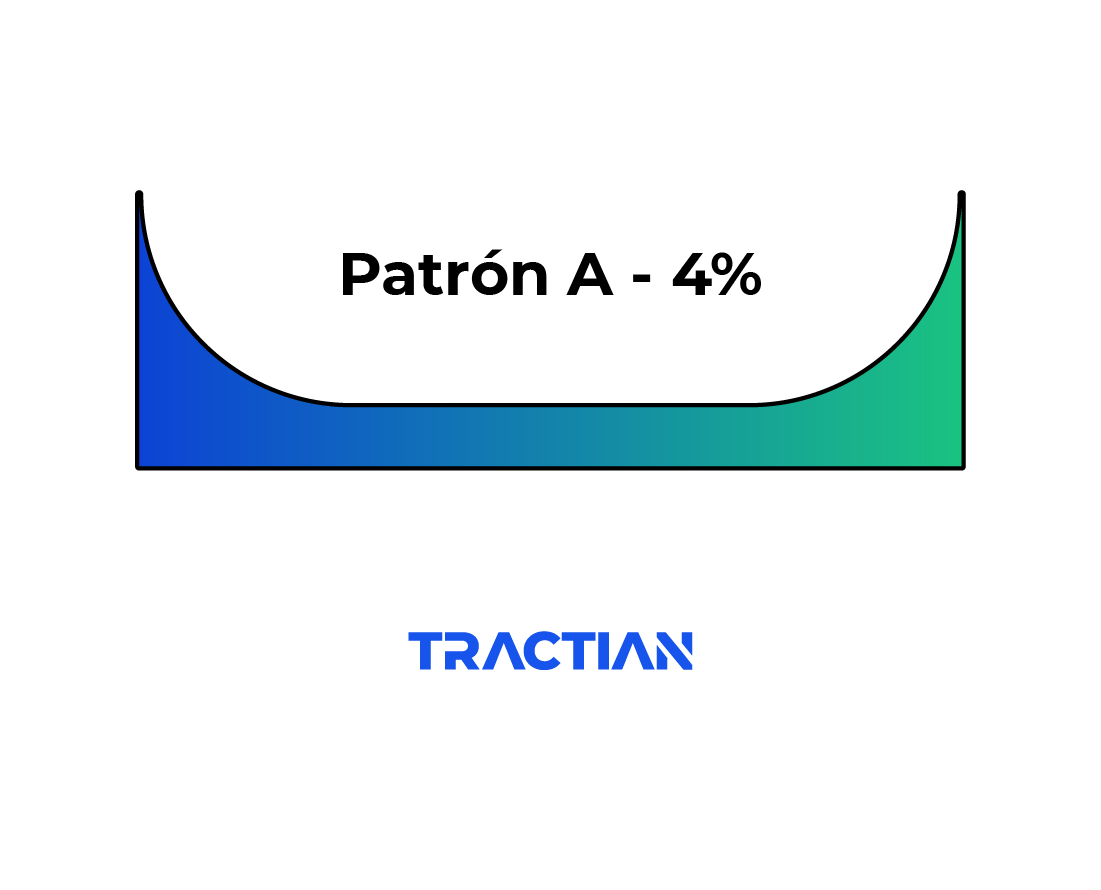
Patrón A – Curva de bañera inicial
Conocida como la curva de la bañera en sus primeras etapas. Tiene una alta probabilidad de presentarse cuando el activo es nuevo, seguido de un bajo nivel de fallos aleatorios y, finalmente, hay un fuerte aumento hacia el final de su vida. Este patrón representa el 4% de las ocurrencias.
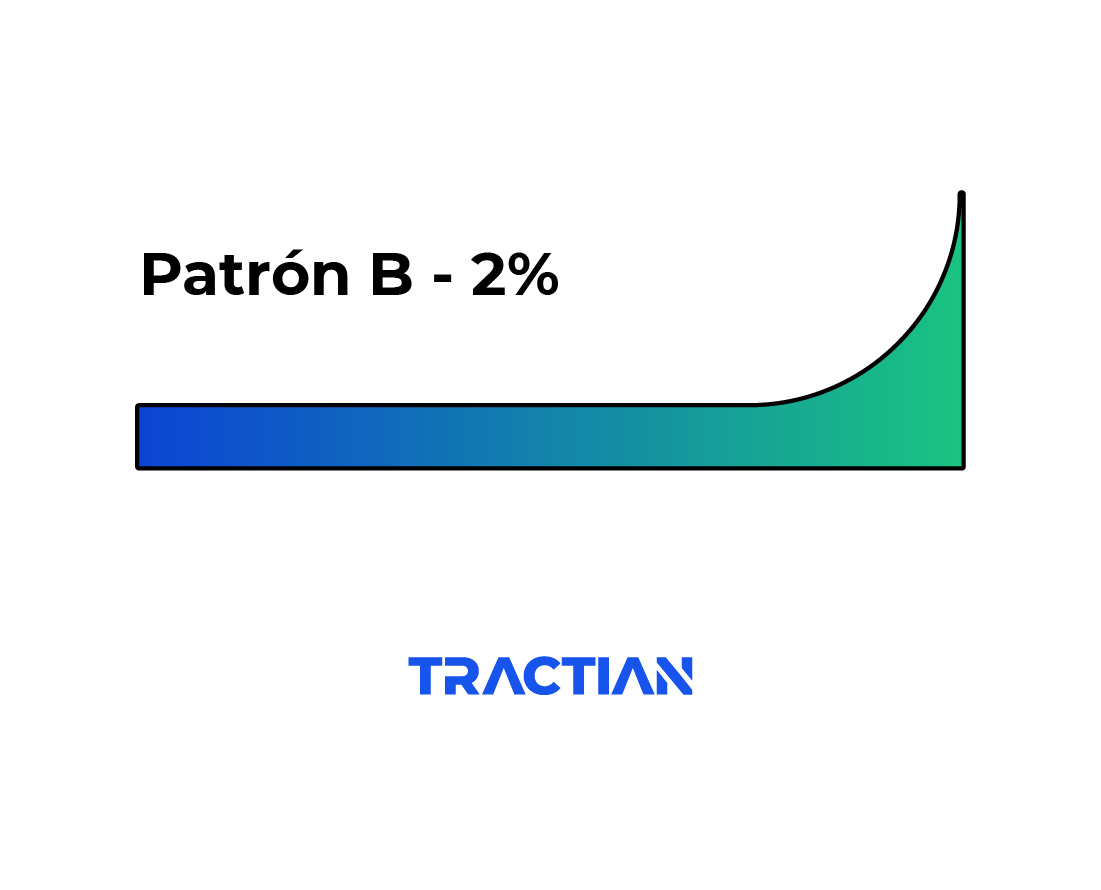
Patrón B – Desgaste tradicional
Se caracteriza por un bajo nivel de fallos aleatorios seguido por un aumento acentuado de los fallos al final de su vida útil, siendo el 2% el motivo de los fallos.
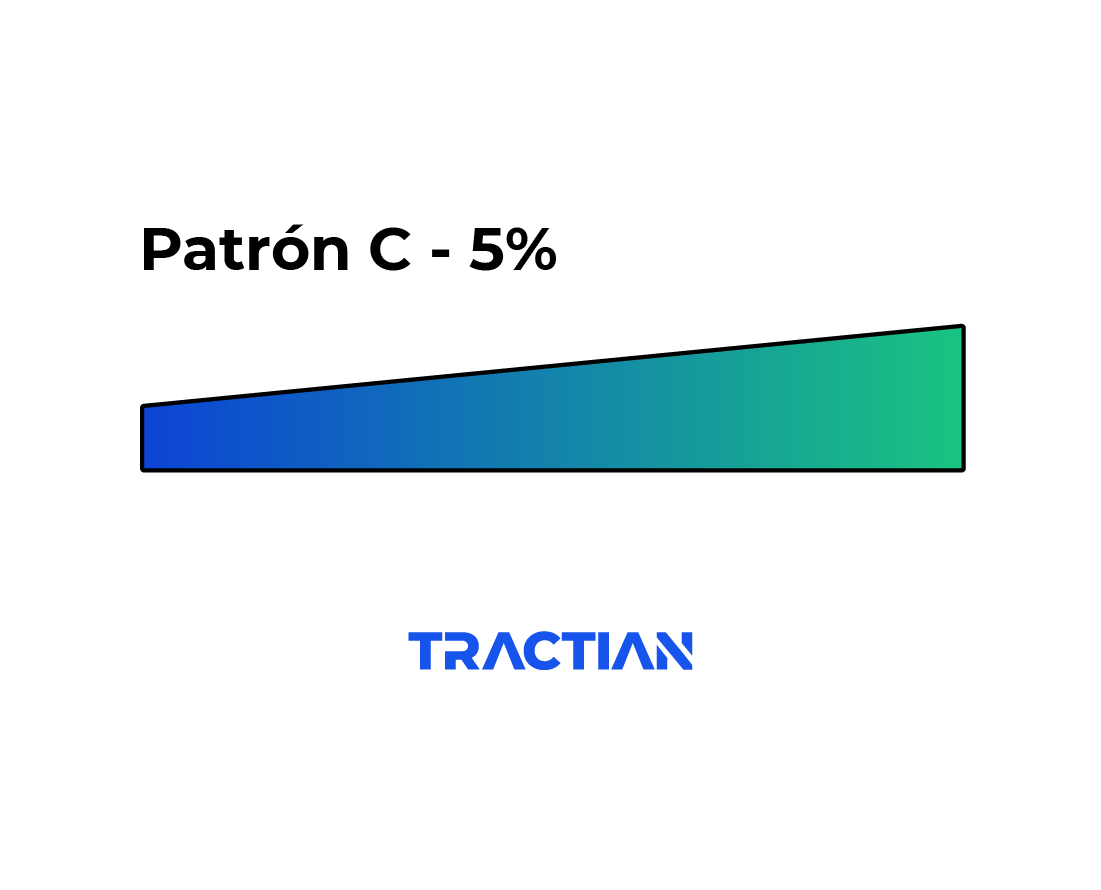
Patrón C – Ascenso gradual sin zona de desgaste diferenciada
El patrón C se conoce como la “curva de fatiga”, y se caracteriza por un nivel creciente de fallos durante la vida útil del activo. Es responsable de aproximadamente el 5% de los fallos.
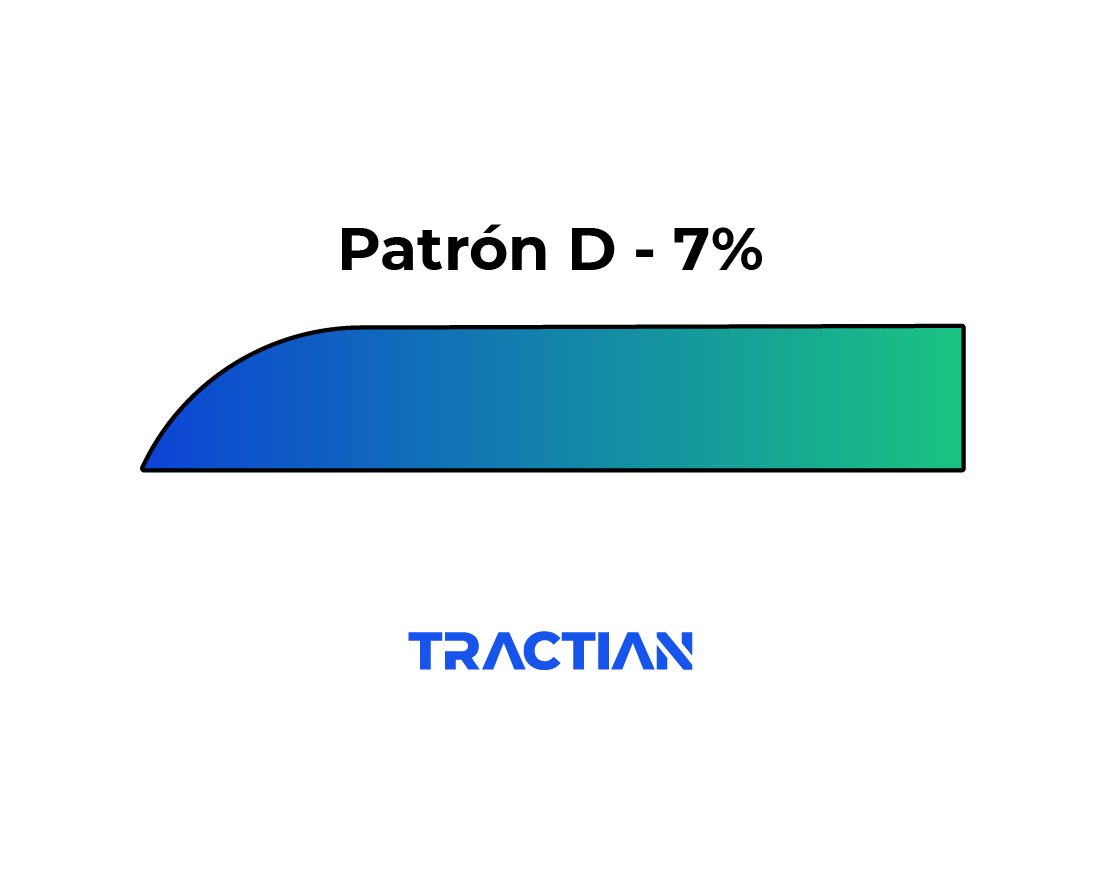
Patrón D – Aumento inicial con una desaceleración – Fallo Aleatorio
Se le llama el patrón de quiebra inicial de la curva, ya que comienza con un nivel de fallos muy bajo y luego aumenta, llegando a un nivel constante. El patrón D es la razón del 7% de los fallos.
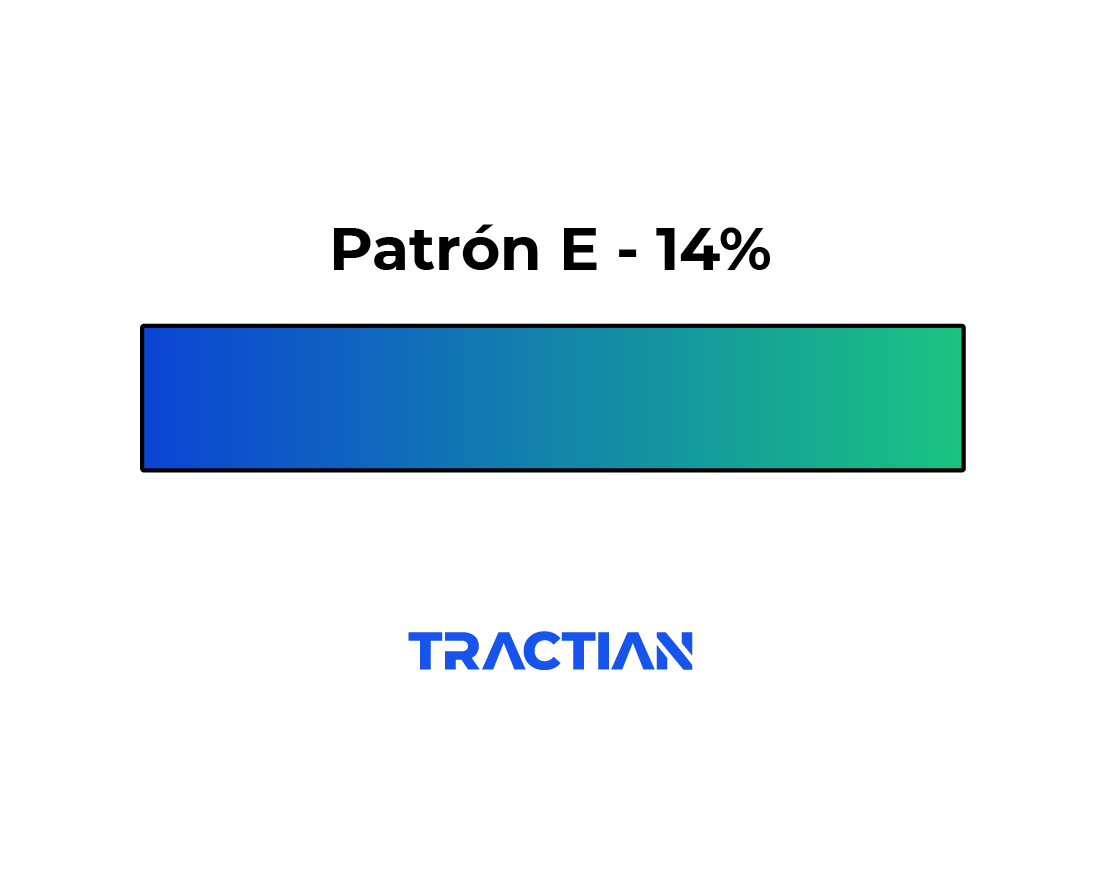
Patrón E – Fallo aleatorio
En el patrón de fallo E, los fallos son aleatorios y constantes a lo largo de la vida útil del activo, por lo que es responsable del 11% de los fallos.
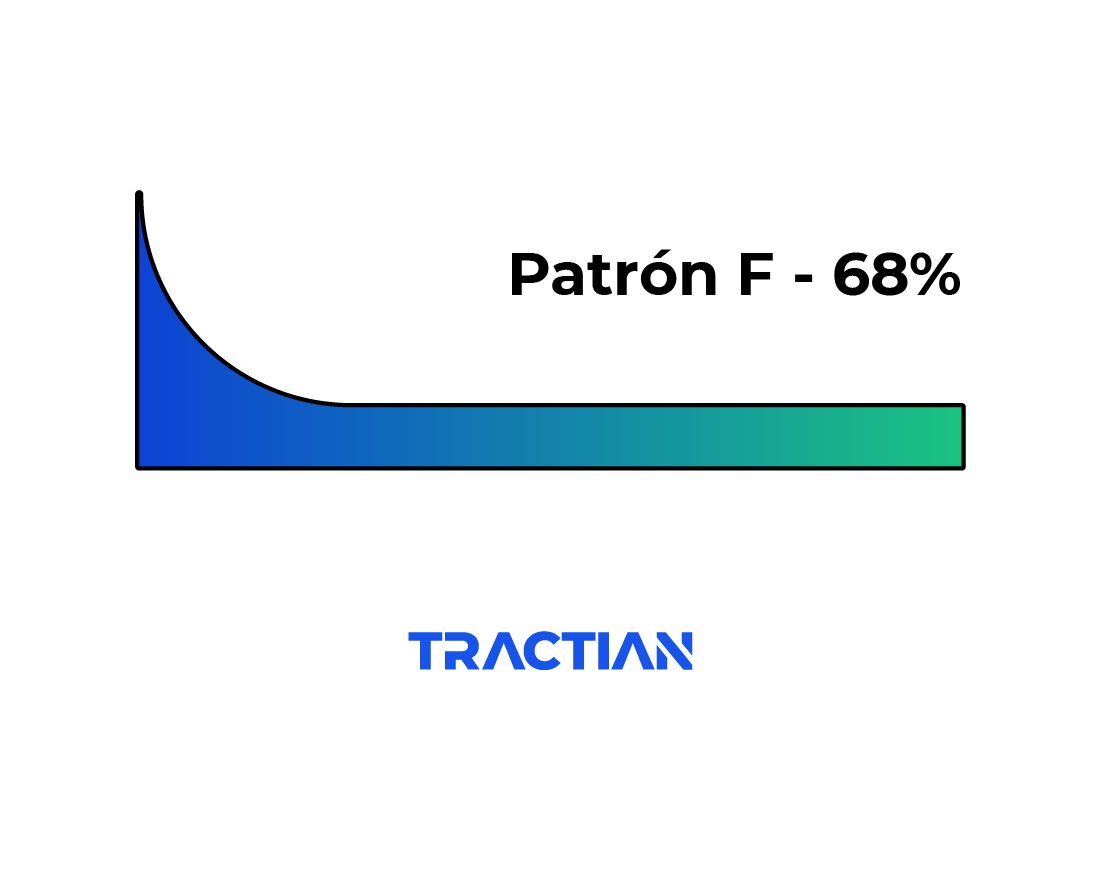
Patrón F – Mortalidad infantil
Este patrón se conoce como la curva de mortalidad infantil y muestra una alta tasa inicial de fallos seguida de un nivel aleatorio de fallos. El patrón F es la causa del 68% de las fallas.
Descripción general de estos patrones
Al analizar estos patrones, podemos comprender mucho sobre su comportamiento durante la vida útil de un activo. Así, podemos separarlos en dos grandes grupos:
- Los patrones A-B-C se pueden agrupar con una vida útil definida, donde las tasas de fallos aumentan cuando el activo alcanza una cierta edad. Suelen ser fallas relacionadas con el tiempo, el uso en horas y los volúmenes producidos.
- Los patrones D-E-F representan el 89% de las fallas, que pueden denominarse aleatorias o casuales. Estos estándares resaltan el hecho de que la aparición de fallos ocurrirá en los primeros años de vida del activo, ya que son inducidas por defectos de mantenimiento, operativos o de fabricación. Una vez que ha pasado el período inicial, los fallos se vuelven aleatorios.
Cuándo los patrones son identificados, el siguiente paso es la definición de la estrategia
Lo importante es comprender cómo una máquina o un equipo falla y/o se avería y determinar un patrón para que esto suceda. Con esta comprensión del patrón de estos fallos, podemos definir las mejores estrategias de mantenimiento.
Una gran estrategia, independientemente del patrón de fallas, es monitorear la máquina o el equipo. Con ello, podemos actuar en el momento adecuado para realizar una sustitución o revisión de elementos importantes. Este tipo de técnica se realiza en función del estado de la máquina o equipo, conocido como Mantenimiento Basado en la Condición o Mantenimiento Predictivo.
El uso de indicadores de medición de vibraciones y temperatura es interesante porque lo más común en la mayoría de los activos son los sistemas o mecanismos giratorios. Con este tipo de análisis, es posible predecir posibles problemas como desgaste, calentamiento, desnivel o desequilibrio, ya que tales problemas provocan anomalías en la vibración y la temperatura.
Por lo tanto, el mantenimiento no puede renunciar al uso de sistemas inteligentes que puedan predecir este tipo de eventos. Estar siempre un paso por delante de los fallos que pueden ser factores disruptivos potenciales es la estrategia correcta. Para ello contacte con uno de los especialistas de TRACTIAN, y anticípese a sus averías.