

Quando uma falha acontece, muitas vezes é preciso parar a produção, investigar o que aconteceu e intervir trocando componentes do equipamento.
Esse processo por si só é desgastante e custoso. Mas, pouco tempo depois, ter que repetir o processo porque o mesmo problema voltou é sinal de que tem algo muito errado no processo.
Esse tipo de situação é comum em plantas que dependem de inspeções manuais presas a um plano preventivo tradicional. Na inspeção, o técnico identifica que algo está errado, faz a troca ou o ajuste que parece necessário, mas não tem informação suficiente para entender o que realmente causou a falha.
Sem esse entendimento, a intervenção resolve o sintoma, não o problema. E o ciclo de retrabalho se repete.
Esse looping aumenta as paradas não planejadas, o desperdício de peças e uma sensação constante de estar sempre atrasado, correndo para corrigir falhas que já aconteceram. A manutenção fica presa no modo reativo, sem conseguir evoluir para algo mais previsível.
Neste artigo, você vai entender o que diferencia sintoma, modo de falha e causa raiz, além de um passo a passo prático para conduzir a investigação desde a detecção da anomalia até a definição da ação definitiva.
Leia também:
- Matriz RACI: benefícios e como implementar na sua planta
- Lubrificação por condição: o que muda com ultrassom industrial contínuo
- Por que a demora em reagir pós-alarme acaba com sua confiabilidade
O que é causa raiz
Quando um equipamento apresenta um problema, é fácil confundir o que você está vendo com o que realmente está acontecendo. Essa confusão é um dos principais motivos para o retrabalho se tornar rotina, então vamos esclarecer o que caracteriza cada etapa de uma falha.
Sintoma é o que chama a atenção primeiro. É um aquecimento anormal, uma vibração excessiva, um ruído estranho ou vazamento, o sinal de que algo não está certo. O sintoma é importante porque alerta para o problema, mas ele não explica a origem da falha. É apenas uma consequência do problema real.
Modo de falha é o que aconteceu com o componente. Ou seja, o rolamento gripou, o eixo desalinhou, a correia rompeu, o motor queimou. É a manifestação física do problema, a peça ou sistema que efetivamente falhou.
E a causa raiz é o motivo pelo qual aquilo aconteceu. Ou seja, a lubrificação inadequada que levou o rolamento a gripar.
A instalação incorreta que causou o desalinhamento. A sobrecarga operacional que rompeu a correia. A falta de ventilação que queimou o motor.
Trocar o rolamento resolve o modo de falha. Mas se a lubrificação continuar inadequada, o próximo rolamento vai falhar do mesmo jeito. É por isso que identificar a causa raiz é o que separa uma manutenção reativa de uma que realmente reduz recorrência.
Passo a passo: da anomalia à causa raiz
Chegar à causa raiz não é um processo automático. Exige método, disciplina e, principalmente, informação suficiente para sustentar cada etapa da investigação.
O caminho entre detectar que algo está errado e definir a ação corretiva pode ser dividido em cinco passos práticos:
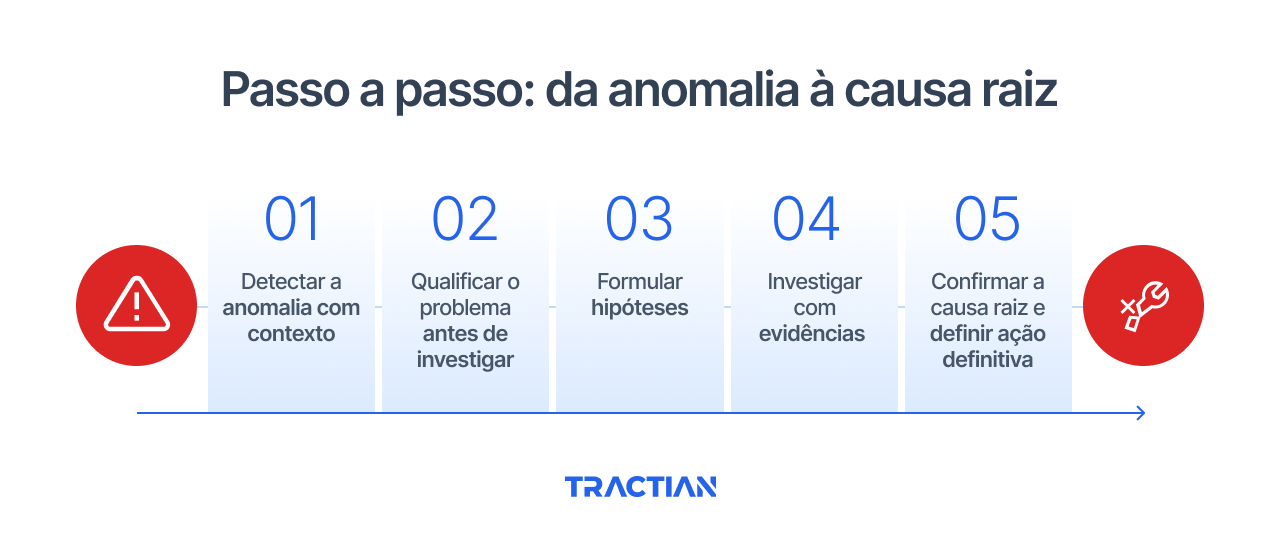
1. Detectar a anomalia com contexto
O primeiro passo é identificar o que mudou no comportamento do equipamento. Em operações que dependem de inspeções manuais, isso costuma acontecer durante a ronda, quando o técnico percebe um sintoma na inspeção, ou pior, quando a máquina já apresenta sinais evidentes de degradação.
Nesse modelo, a detecção geralmente chega tarde demais. Quando o sintoma fica visível ou audível, a falha já está em estágio avançado. Isso reduz a janela de tempo para planejar a intervenção e aumenta o risco de parada emergencial.
Para entender o contexto da anomalia e entender a fundo o problema real em questão, é preciso ter informação sobre o histórico do ativo, as condições de operação e os padrões anteriores de comportamento. Quanto mais cedo a anomalia é detectada e mais dados estiverem disponíveis, maior a chance de investigar a causa antes que a falha se concretize.
2. Qualificar o problema antes de investigar
Nem toda anomalia detectada exige investigação imediata de causa raiz. Antes de iniciar o processo, é importante qualificar o problema: entender a criticidade do ativo, o impacto potencial da falha e a urgência da intervenção.
Essa etapa evita que a equipe perca tempo investigando anomalias que não justificam o esforço ou que podem ser resolvidas com ajustes simples. Também ajuda a priorizar onde a equipe deve concentrar energia, especialmente em operações com recursos limitados.
Qualificar o problema envolve responder algumas perguntas:
- O ativo é crítico para a produção?
- A falha pode gerar risco de segurança?
- O sintoma está evoluindo rápido ou é estável?
- Existe histórico de recorrência nesse equipamento?
Com essas respostas, fica mais claro se o próximo passo é investigar a fundo, programar uma intervenção de rotina ou apenas monitorar a evolução do sintoma.
3. Formular hipóteses
Depois de qualificar o problema, o próximo passo é levantar hipóteses sobre o que pode estar causando a falha. Essa etapa exige conhecimento técnico e experiência, mas também depende de informação disponível sobre o equipamento e seu histórico.
Para formular essas hipóteses, use o que você já sabe sobre o sintoma, o modo de falha e o contexto operacional para listar causas prováveis de forma estruturada. Por exemplo: se há vibração excessiva em um motor, as hipóteses podem incluir desbalanceamento, desalinhamento, folga mecânica ou problema no rolamento.
Quanto mais específicas forem as hipóteses, mais direcionada será a investigação. O erro comum aqui é formular causas genéricas demais, como desgaste natural ou falta de manutenção.
Essas explicações não ajudam a definir uma ação corretiva clara.
Boas hipóteses consideram fatores como condições de instalação, histórico de lubrificação, padrão de operação, mudanças recentes no processo e intervenções anteriores no ativo. Esse conjunto de informações orienta a próxima etapa: buscar evidências que confirmem ou descartem cada hipótese.
4. Investigar com evidências
Encontrar uma hipótese é importante, mas sem evidências concretas, é apenas um exercício de especulação. A etapa de investigação exige ir a campo, coletar informações e buscar sinais que confirmem ou descartem cada uma das causas levantadas.
A investigação pode incluir a inspeção visual detalhada, a medição de indicadores relevantes, a análise de histórico de manutenção, verificação das condições de instalação e até testes específicos como análise de lubrificante, ultrassom, termografia ou medição de alinhamento.
O objetivo é transformar as suposições em fatos. Se a hipótese era desalinhamento, a medição precisa confirmar isso. Se era lubrificação inadequada, a análise do óleo ou a inspeção do sistema de lubrificação deve mostrar evidências claras.
Muitas vezes, a investigação descarta hipóteses iniciais e revela causas que não estavam no radar. Esse é um sinal de que o processo está funcionando. O importante é não pular essa etapa indo direto para a ação baseado apenas em suposições, porque é aí que o retrabalho costuma começar.
5. Confirmar a causa raiz e definir ação definitiva
É hora de confirmar qual é a verdadeira causa raiz do problema. Essa confirmação precisa ser clara o suficiente para sustentar uma ação corretiva que elimine a recorrência, não apenas o sintoma.
A ação definitiva pode ser uma correção no processo de lubrificação, ajuste no procedimento de instalação, alguma modificação nas condições de operação ou até no treinamento da equipe. O importante é que a intervenção ataque diretamente o que causou a falha.
Essa etapa inclui também a documentação de todo o processo. Registrar o sintoma inicial, as hipóteses levantadas, as evidências encontradas e a ação aplicada cria um histórico valioso. Esse registro ajuda a evitar que o mesmo problema seja investigado do zero no futuro e fortalece a base de conhecimento da equipe.
Quando a causa raiz é confirmada e a ação é bem executada, o resultado aparece na redução da recorrência. O ativo deixa de voltar com o mesmo problema, a manutenção ganha previsibilidade e o time consegue focar em melhorias em vez de ficar apagando incêndios.
Obstáculos para reduzir o retrabalho
Mesmo quando a equipe entende a importância de investigar a causa raiz, existem barreiras práticas que dificultam a aplicação desse método no dia a dia. Esses obstáculos podem ser técnicos, mas também organizacionais e operacionais.
Identificá-los é o primeiro passo para superá-los:
Falta de padronização do pós-alarme
Detectar a anomalia é uma coisa. Saber o que fazer com essa informação é outra completamente diferente. Em muitas operações, não existe um fluxo claro entre identificar o sintoma e definir a ação corretiva.
O técnico percebe o problema, mas não sabe se deve parar a máquina imediatamente, agendar uma intervenção ou apenas monitorar. A decisão fica travada entre áreas, a prioridade muda ao longo do dia e, no fim, a ação acontece tarde demais ou de forma improvisada.
Sem padronização, cada caso vira uma negociação. E quanto mais tempo se perde nessa etapa, maior a chance de a falha evoluir e de a intervenção virar emergência.
Falta de contexto técnico de componentes
Saber que o rolamento falhou é diferente de entender por que ele falhou. Muitas vezes, a equipe não tem acesso a informações técnicas detalhadas sobre o componente: especificação correta, condições ideais de operação, limites de carga, requisitos de lubrificação, histórico de falhas similares.
Sem esse contexto, a análise fica superficial. A troca acontece, mas não há certeza se o novo componente é o mais adequado para aquela aplicação, se a instalação está sendo feita corretamente ou se as condições que causaram a falha anterior foram eliminadas.
Esse gap técnico é especialmente crítico em ativos que operam fora das condições nominais ou que passaram por modificações ao longo do tempo. A falta de contexto impede que a equipe tome decisões embasadas e aumenta a chance de repetir o mesmo erro.
Execução desconectada do diagnóstico
Mesmo quando a causa raiz é identificada corretamente, a execução pode falhar se não houver integração entre quem diagnostica e quem intervém. O técnico de campo recebe a ordem de serviço, mas não existe um procedimento estruturado para a ação e a instalação não segue o padrão necessário.
Quando diagnóstico e execução não conversam, a qualidade da intervenção cai. A ação corretiva perde precisão, e o risco de retrabalho aumenta, mesmo que a causa raiz tenha sido bem investigada.
Dependência de alguns poucos especialistas
Em muitas plantas, a capacidade de investigar causa raiz está concentrada em uma ou duas pessoas. São os técnicos mais experientes, que conhecem o histórico dos equipamentos, que sabem interpretar sintomas e que conseguem fechar diagnósticos com mais precisão.
O problema é que essa dependência cria um gargalo. Quando esses profissionais estão sobrecarregados, de férias ou saem da empresa, a qualidade da análise cai. O restante da equipe não tem autonomia ou conhecimento suficiente para conduzir investigações estruturadas, e a manutenção volta a operar no modo reativo.
Esse obstáculo não se resolve apenas com treinamento. É necessário criar mecanismos que democratizem o acesso ao conhecimento técnico, padronizem o processo de investigação e reduzam a dependência de expertise individual.
Benefícios da análise de causa raiz
Quando a investigação de causa raiz se torna parte da rotina, os ganhos vão muito além de reduzir falhas. A manutenção passa a operar de forma mais previsível, eficiente e estratégica.
Os benefícios aparecem tanto no curto prazo, com menos emergências, quanto no longo prazo, com a melhor gestão do ciclo de vida dos ativos:
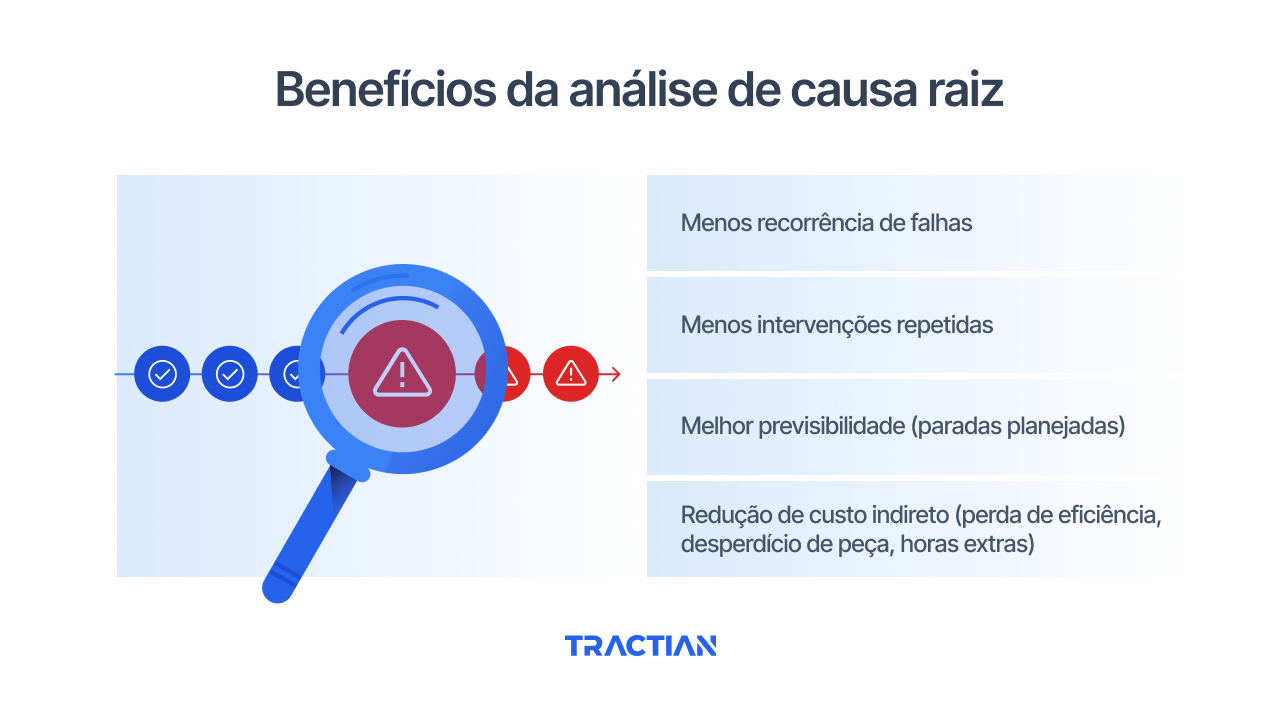
Menos recorrência de falhas
O benefício mais direto é a redução de problemas repetitivos. Quando a causa raiz é eliminada, o ativo para de voltar com a mesma falha.
Isso melhora a disponibilidade dos equipamentos e libera a equipe de manutenção para focar em outras prioridades em vez de ficar resolvendo o mesmo problema várias vezes.
Menos intervenções repetidas
Com menos recorrência, a quantidade de intervenções no mesmo equipamento diminui.
Isso reduz o desgaste do ativo causado por aberturas desnecessárias, diminui o risco de erro durante a montagem e aumenta a confiabilidade geral da operação. A equipe ganha tempo e a planta ganha estabilidade.
Melhor previsibilidade
Quando a manutenção entende as causas reais das falhas, fica mais fácil planejar intervenções no momento certo.
Em vez de reagir a paradas emergenciais, a equipe consegue programar ações preventivas e corretivas com antecedência, organizar materiais, alocar recursos e minimizar o impacto na produção.
Redução de custo indireto
Os custos indiretos do retrabalho são altos. Entram na conta perda de produtividade, compra de componentes de reposição, horas extras para atender emergências e desgaste da equipe, para citar alguns.
Quando a análise de causa raiz reduz a recorrência, todos esses custos caem. O resultado é uma operação mais enxuta, com melhor aproveitamento de recursos e menos desperdício.
Métodos que podem ajudar a chegar na causa raiz
Existem ferramentas e metodologias reconhecidas que estruturam a investigação de causa raiz e tornam o processo mais consistente.
Cada uma tem sua aplicação específica, mas todas compartilham o mesmo objetivo: transformar a análise em algo replicável, menos dependente de intuição e mais baseado em evidências.
5 Porquês
O método dos 5 Porquês é uma das abordagens mais simples e diretas para investigar causa raiz. Ele funciona por meio da pergunta "por quê?", que é feita repetidamente até chegar à origem do problema. A cada resposta, uma nova pergunta é feita, aprofundando a investigação.
Por exemplo: o motor queimou. Por quê? Porque superaqueceu. Por quê? Porque a ventilação estava obstruída. Por quê? Porque não houve limpeza preventiva. Por quê? Porque o plano de manutenção não incluía essa tarefa. A causa raiz, nesse caso, é a ausência da atividade no plano preventivo.
Apesar da simplicidade, o método exige disciplina. É fácil parar antes de chegar à causa real ou aceitar respostas superficiais. Funciona bem para problemas pontuais, mas pode não ser suficiente para falhas complexas com múltiplas causas.
Ishikawa (Diagrama de Espinha de Peixe)
O Diagrama de Ishikawa, também conhecido como Espinha de Peixe, organiza as possíveis causas de um problema em categorias. As categorias tradicionais incluem: máquina, método, mão de obra, material, medição e meio ambiente (os 6 Ms).
Esse método ajuda a estruturar o brainstorming e evita que a investigação fique concentrada em uma única área. Ao mapear causas em diferentes frentes, a equipe consegue enxergar o problema de forma mais ampla e identificar relações entre fatores que, à primeira vista, pareciam isolados.
É uma ferramenta visual, fácil de aplicar em grupo e útil para falhas que envolvem múltiplas variáveis. O desafio está em não transformar o diagrama em uma lista genérica de possibilidades sem aprofundamento real.
FMEA/FMECA (Análise de Modos de Falha e seus Efeitos)
FMEA (Failure Mode and Effects Analysis) e FMECA (Failure Mode, Effects, and Criticality Analysis) são métodos mais robustos, usados para analisar modos de falha de forma sistemática. Em vez de reagir a problemas que já aconteceram, essas ferramentas ajudam a antecipar falhas potenciais, avaliar seus efeitos e priorizar ações preventivas.
O FMEA mapeia cada componente ou processo, identifica como ele pode falhar, avalia a severidade, a probabilidade de ocorrência e a capacidade de detecção. Com essas informações, é possível calcular um índice de risco e priorizar onde concentrar esforços.
Apesar de mais complexo, o FMEA é valioso em operações que buscam maturidade em confiabilidade. Ele cria uma base estruturada de conhecimento sobre falhas, facilita a tomada de decisão e reduz a dependência de expertise individual.
RCA orientada por condição
A análise de causa raiz (RCA) orientada por condição usa dados de monitoramento contínuo para apoiar a investigação. Em vez de depender apenas de inspeções manuais ou de sintomas evidentes, esse método se baseia em informações sobre vibração, temperatura, corrente elétrica e outros parâmetros que indicam o comportamento real do ativo.
Com esses dados, é possível identificar desvios antes que a falha se concretize, acompanhar a evolução do problema ao longo do tempo e validar hipóteses com evidências objetivas. Isso torna a investigação bem mais precisa e reduz o espaço para suposições.
Esse método é especialmente eficaz quando combinado com tecnologias de monitoramento online, que fornecem visibilidade contínua sobre a condição dos equipamentos e permitem que a equipe antecipe problemas, em vez de apenas reagir a eles.
Como a Tractian e a Abecom te ajudam a conectar diagnóstico e execução
Chegar à causa raiz exige mais do que método. Exige informação confiável, contexto técnico e uma ponte clara entre diagnosticar o problema e executar a correção de forma definitiva. É nesse ponto que a parceria entre Tractian e ABECOM atua.
A solução de monitoramento de condição da Tractian fornece visibilidade contínua sobre o comportamento dos ativos, identifica anomalias com antecedência e oferece contexto técnico que sustenta a investigação de causa raiz.
Com dados de vibração, temperatura e outros parâmetros operacionais, a equipe consegue formular hipóteses mais precisas e validar evidências de forma objetiva, reduzindo o espaço para suposições.
A ABECOM entra como braço de execução, oferecendo suporte técnico especializado, com catálogo amplo de componentes e serviços de confiabilidade aplicados em campo.
Com mais de 60 anos de experiência em manutenção industrial e atuação nacional, a ABECOM ajuda a traduzir o diagnóstico em ações corretivas bem executadas, com especificação correta de componentes e aplicação de técnicas como análise de vibração, alinhamento a laser, balanceamento, termografia e revisão de planos de lubrificação.
Juntas, as duas empresas conectam as pontas que costumam ficar solta entre o diagnóstico técnico e a execução consistente. O software de gestão da Tractian organiza o fluxo pós-alarme, padroniza as ações e reduz a dependência de poucos especialistas. A Abecom garante que a intervenção seja feita com critério técnico, eliminando a causa raiz em vez de apenas trocar peças.
Quer entender como essa integração funciona na prática e como reduzir retrabalho na sua operação?
