

Failure Mode and Effects Analysis (FMEA) is a proven method for identifying and prioritizing potential failures in products or processes before they happen.
It’s a proactive approach-predicting where things might go wrong and preparing to mitigate their impact.
With FMEA, every component in your production line is assessed for its function and the risks tied to its failure. This analysis strengthens reliability and safety, ensuring operations remain robust and efficient.
Applying FMEA takes preventive maintenance to the next level. It pinpoints components that need closer attention, helping reduce unexpected downtime and avoid costly repairs.
In this guide, we’ll explore everything you need to know about FMEA-how it works, the principles of risk analysis, step-by-step implementation, and the measurable benefits it brings to your operations.
Understanding FMEA
In industrial operations, FMEA provides the ability to anticipate issues before they arise, ensuring systems and components are optimized for reliability. At its core, it’s a risk assessment tool built on criticality analysis.
The goal: minimize risk and maximize efficiency.
Initially developed by the U.S. military in the 1940s to improve defense system safety, FMEA has since been refined by industry leaders like Ford and NASA. Over time, its applications have expanded across industries, helping organizations strengthen risk management and enhance operational reliability.
But how does FMEA fit into the development process, particularly in manufacturing and industrial production?
Take the creation of a new product. Every component and process is carefully evaluated to identify potential failure points.
By addressing these risks early in the design stage, businesses can prevent costly production errors, reduce resource waste, and avoid expensive recalls or late-stage fixes.
Types of FMEA
To fully leverage Failure Mode and Effects Analysis (FMEA), it’s crucial to understand its different types and how they apply at various stages of product development and industrial operations.
Each type targets a specific aspect of a system, helping teams mitigate risks in design, processes, and system-level operations.
Let’s explore the three primary types:
1. Design FMEA (DFMEA)
DFMEA focuses on analyzing potential failures in the design phase. By identifying risks early and conducting a thorough design review, teams can address vulnerabilities before production begins, reducing costly redesigns or recalls.
For instance, an automotive manufacturer applies DFMEA to ensure critical safety systems like brakes and airbags meet stringent safety standards.
This early intervention enhances reliability, protects end users, and minimizes long-term liabilities.
2. Process FMEA (PFMEA)
PFMEA assesses risks within manufacturing and production processes, ensuring effective control plans to prevent failures and maintain consistency.
It pinpoints potential issues-such as equipment malfunctions or human errors-offering insights to optimize workflows and uphold quality standards.
A pharmaceutical company, for example, may use PFMEA to identify risks in mixing and encapsulation processes, where contamination or dosage inaccuracies could have serious consequences.
By mitigating these risks early, businesses enhance safety and regulatory compliance.
3. System FMEA (SFMEA)
SFMEA takes a broader view, analyzing risks across entire systems or subsystems. This approach is essential for complex operations where multiple components and processes interact.
SFMEA helps identify interdependencies, ensuring the entire system functions reliably under different conditions.
In aerospace, for example, SFMEA may be used to evaluate an aircraft’s navigation system, ensuring all subsystems work together seamlessly to prevent failures that could impact safety or performance.
4 Stages of FMEA
FMEA is a powerful methodology, but its success depends on a structured approach. Dividing the process into four key stages ensures risks are systematically identified, assessed, and addressed. Here’s how it unfolds:
- Preparation: Define the scope, gather data (e.g., product specs, failure histories), and assemble a cross-functional team for comprehensive analysis.
- Analysis: Identify potential failure modes, their effects, and root causes using structured evaluation tools to ensure thorough risk assessment.
- Risk Evaluation: Assign Severity, Occurrence, and Detection ratings to calculate the Risk Priority Number (RPN), prioritizing high-risk failure modes for corrective action.
- Corrective Action: Implement solutions, assign responsibilities, and monitor effectiveness to ensure long-term risk reduction and continuous improvement.
By following these steps, organizations shift from reactive problem-solving to proactive risk management-improving reliability, reducing downtime, and driving ongoing operational excellence.
Benefits of Implementing FMEA
1. Reduced Operating Costs
FMEA is instrumental in preventing costly failures. Take an electronics assembly line, for example-one defect in a minor component can compromise entire devices, leading to material waste and extensive rework.
By pinpointing and resolving these risks early, companies cut repair costs and minimize resource waste. This level of efficiency revolutionizes production economics, reducing waste and fundamentally lowering operational expenses.
2. Quality Improvement
Product quality is directly linked to customer satisfaction. FMEA helps companies detect design and production flaws before they escalate into costly, real-world problems.
Consider an automotive manufacturer conducting risk analysis on critical components. This proactive approach reduces the chances of defects that could lead to recalls or damage brand reputation.
The result? A more reliable product that strengthens customer trust and loyalty.
3. Compliance with Safety Standards
Strict regulatory compliance is essential in industries where safety is non-negotiable-such as pharmaceuticals, automotive, and aerospace.
FMEA ensures products and processes align with regulatory requirements, ensuring risk reduction and legal compliance.
4. Competitive Edge
FMEA helps businesses differentiate themselves in competitive markets by enhancing product quality and reliability. A reputation for superior reliability builds customer confidence, strengthens brand loyalty, and creates a valuable market advantage.
Where To Apply FMEA In The Industry
Though FMEA is often referred to as a tool, its value and impact carry a far greater significance. For an industrial production or manufacturing plant, FMEA is a strategic approach (even an asset) leveraged across multiple stages of a product or system’s life cycle.
If you’re uncertain where this methodology delivers the most impact, consider the following applications:
1. In the Design Phase
At the start of product development, FMEA serves as a roadmap for identifying and addressing potential failures before production begins.
This process, known as Design FMEA (DFMEA), helps teams build safety and reliability into products from the ground up, reducing risks as the design evolves.
Take the automotive industry, for example. DFMEA is used to assess critical systems like brakes and airbags, ensuring they meet stringent safety standards long before vehicles hit the road.
This early intervention helps companies minimize redesign costs, enhance consumer safety, and reduce legal liabilities.
2. In Process Engineering
Process FMEA (PFMEA) plays a critical role as a product moves from design to manufacturing. It evaluates production workflows, identifies risks, and optimizes processes for consistent quality.
In the aerospace industry, where even minor failures can have catastrophic consequences, PFMEA is engaged when assembling and testing critical components like engines and navigation systems.
This ensures every part performs flawlessly under extreme conditions, maximizing safety, reliability, and efficiency.
3. During Production
On the factory floor, System FMEA acts as a real-time safety net, detecting failures in equipment and operational procedures to maintain quality at scale.
For instance, in the pharmaceutical industry-where even the slightest contamination or dosage error can have serious consequences-FMEA is essential.
By applying it to processes like mixing and encapsulation, manufacturers ensure products meet the highest safety and efficacy standards.
4. In Maintenance
FMEA remains valuable long after production, serving as a key component of preventive and predictive maintenance strategies.
For example, in a heavy machinery plant, FMEA helps map inspection and replacement schedules, preventing unplanned downtime. By identifying failure thresholds early, businesses ensure uninterrupted operations and extend asset lifecycles.
Practical FMEA Applications Across Industries
- Automotive: Evaluates every vehicle component, from engines to electronic systems, to correct faults before models reach consumers.
- Aerospace: Ensures safety and performance in aircraft design, manufacturing, and air traffic control systems.
- Pharmaceutical: Helps eliminate contamination risks and ensures consistent quality in medicines, protecting patient health.How to Integrate FMEA: Step By Step
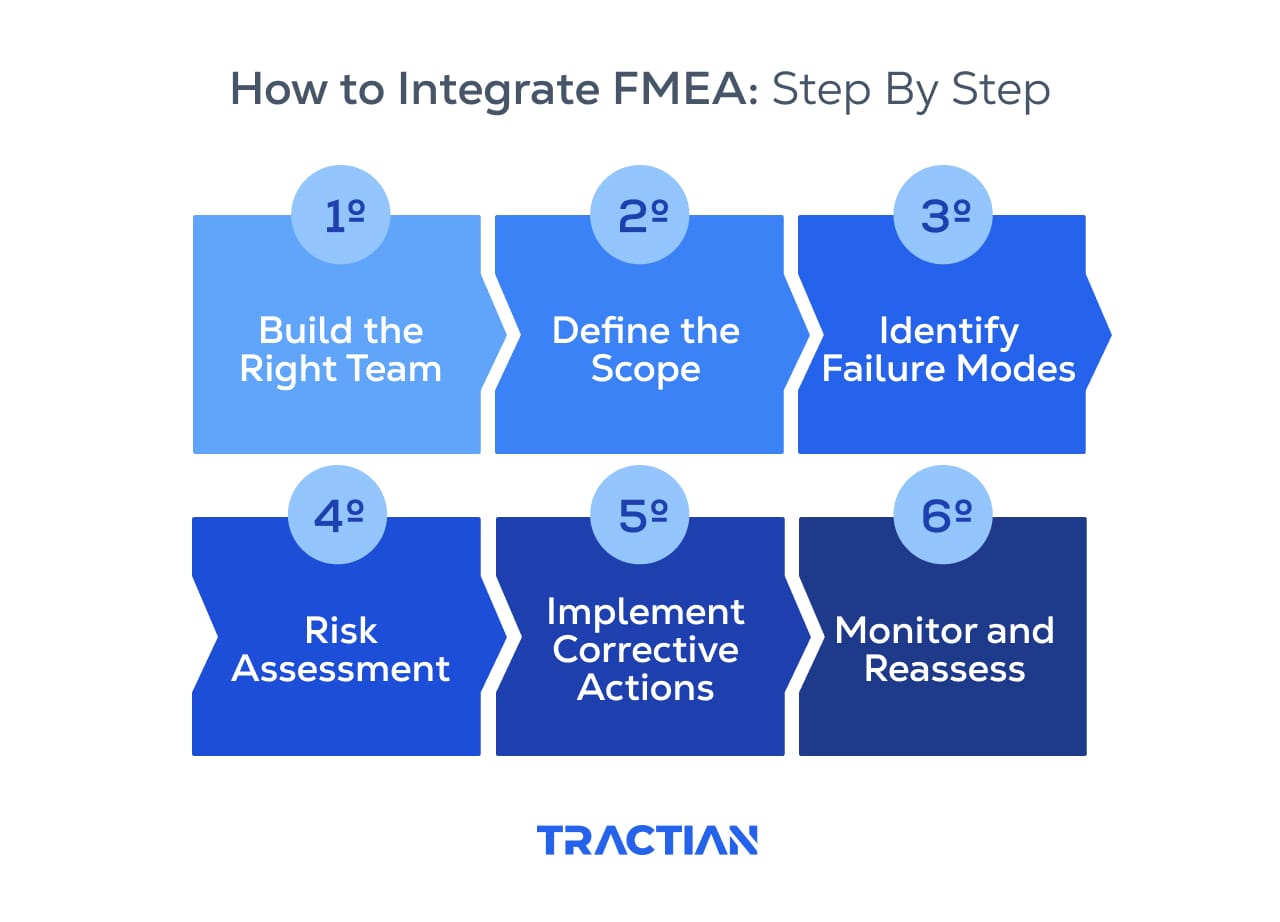
FMEA provides a structured approach to assessing risks and ensuring quality at every stage, helping teams proactively prevent future issues.
Here’s how to implement it effectively:
1. Build the Right Team
Every successful FMEA starts with a cross-functional team.
Who should be involved? If end-user impact is a focus, anyone who can contribute valuable insights-engineers, product designers, quality assurance experts, front-line operators, maintenance technicians, and even customer service representatives.
Each team member brings a unique perspective, helping to uncover risks that might otherwise go unnoticed. The goal is to go beyond surface-level issues and identify hidden vulnerabilities.
2. Define the Scope
With the right team in place, the next step is defining what the FMEA will focus on.
Is the analysis centered on a specific component, a manufacturing process, or the entire product life cycle? A clearly defined scope keeps discussions on track and prevents unnecessary expansion into unrelated areas.
A practical guiding question: “What exactly are we trying to protect, and what risks are we trying to mitigate?”
3. Identify Failure Modes
Once the scope is set, the team maps out potential failure modes-ways a product or process might fail.
Key questions to ask:
- How could each part fail?
- What would be the consequences of those failures?
A structured approach ensures all possible failure scenarios are considered, making risk assessment more comprehensive.
4. Assess the Risks
Each failure mode is then evaluated based on three factors:
- Severity - How serious are the consequences?
- Occurrence - How likely is the failure to happen?
- Detection - How easily can the failure be identified before it causes harm?
These factors are used to calculate the Risk Priority Number (RPN), which determines which risks require immediate action.
The higher the RPN, the more urgent the response. At this stage, the team should ask: “Which failures have the most significant impact, and how do we address them first?”
5. Implement Corrective Actions
Once risks are prioritized, corrective actions are developed to eliminate or reduce the most critical failure modes. These may include:
- Design modifications
- Process improvements
- Operational adjustments
Clear responsibilities, timelines, and resources should be established to ensure these actions are implemented effectively.
6. Monitor and Reassess
FMEA's reliable value is fully realized through its continuous use and cyclical application. Regular monitoring and reassessment ensure corrective actions remain effective.
Key questions for ongoing evaluation:
- Have the identified risks been mitigated?
- Are new failure modes emerging?
If new risks arise, the process starts again, keeping FMEA an ongoing strategy for operational excellence.
Checklist: Documents and Information for Starting an FMEA
To ensure a thorough and data-driven analysis, gather the following:
- Product or Process Specifications - Details on design, materials, operating conditions, and functional requirements.
- Process Flow Diagrams - Visual representations of production or operational workflows.
- Failure History - Data on past failures, their root causes, and previous corrective actions.
- Safety Regulations - Compliance requirements relevant to the process or product under evaluation.
- Stakeholder Feedback - Insights from operators, maintenance teams, and end-users interacting with the product or system.
FMEA Calculation
At the core of FMEA is the evaluation of three critical factors to assess risk: Severity (S), Occurrence (O), and Detection (D). Each is rated on a scale from 1 to 10, where 1 represents minimal risk, and 10 represents the highest risk.
Consider a factory producing hydraulic valves for industrial refrigeration systems. A potential failure mode-such as a leak-could lead to serious issues, including downtime, equipment damage, and environmental harm.
1. Severity (S)
Severity measures the impact of a failure if it occurs.
In this scenario, a leak could disrupt operations, damage equipment, and release harmful gases. While serious, it is not catastrophic (e.g., life-threatening), so we assign a Severity rating of 9.
2. Occurrence (O)
Occurrence evaluates how often the failure is expected to happen.
Due to welding quality issues, failures are estimated to occur once every thousand units-not extremely rare, but not overly common either. Based on this, we assign an Occurrence rating of 6.
3. Detection (D)
Detection assesses the likelihood of identifying the failure before it causes harm.
The factory has an inspection system to check weld integrity before shipping, but it’s not foolproof. There’s a reasonable chance of catching the fault, so we assign a Detection rating of 4.
Calculating the Risk Priority Number (RPN)
The RPN is determined by multiplying the three ratings:
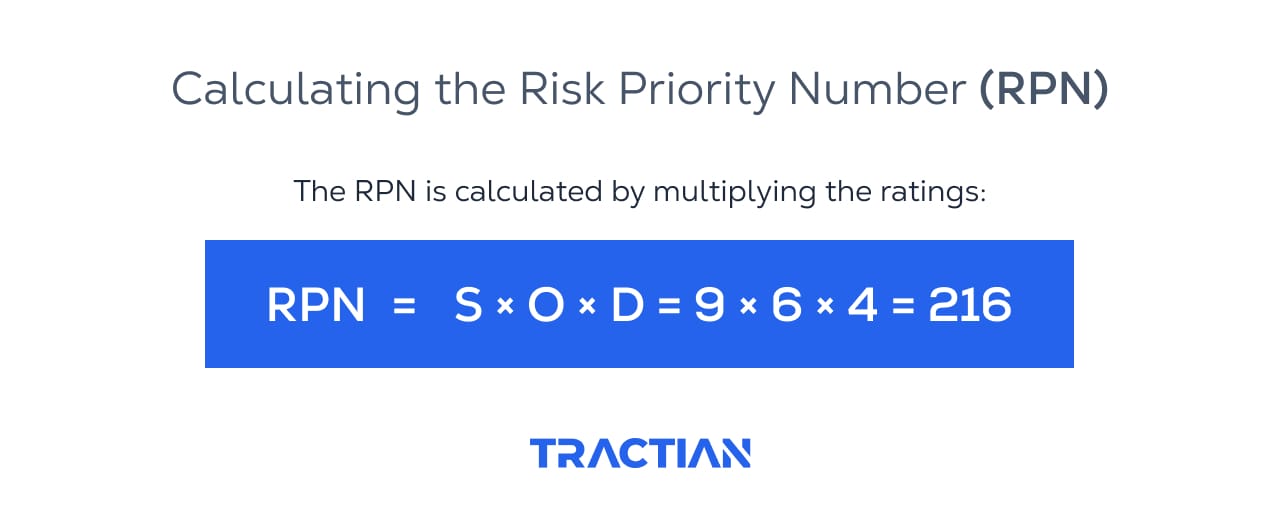
An RPN of 216 signals a significant risk, requiring action. To mitigate it, the team should focus on reducing one or more factors-such as enhancing welding processes to lower the Occurrence rating or improving quality inspections to increase Detection effectiveness.
Optimizing FMEA with the Right Tools
FMEA is a strategic approach to prevention that enhances operational safety, reliability, and efficiency through improved process control.
That’s where cutting-edge solutions come in. Platforms designed for real-time monitoring, predictive maintenance, and intuitive risk analysis amplify the power of FMEA, enabling teams to streamline processes and prioritize with precision.
Elevating FMEA with Tractian
With Tractian’s reliability tools, maintenance teams can enhance their FMEA process by gaining unparalleled visibility and control over failures. Tractian’s platform is designed to simplify and optimize the FMEA workflow with key features:
- Streamlined Failure Tracking - Capture each stage of a failure’s lifecycle, mapping out root causes with full visibility into the sequence of events.
- Data-Driven Root Cause Analysis - Leverage real-time condition monitoring and automated data sampling to uncover root causes faster and more accurately.
- Centralized Insights for Better Collaboration - Improve team coordination with a single platform that keeps critical failure data accessible to operators, technicians, and management.
- Proactive Risk Management - Use predictive maintenance capabilities to address risks before they escalate, turning FMEA into a truly proactive strategy.
By integrating these advanced tools, businesses can move beyond manual, time-intensive FMEA efforts to a seamless, data-driven approach that maximizes uptime and minimizes risks.
Tractian is evolving maintenance beyond reactive problem-solving to a future with predictive solutions that prevent problems.
Ready to turn failures into opportunities? Start optimizing your maintenance strategy today with smarter, data-driven FMEA. Redefine the way you work.
