

Key Performance Indicators, or KPIs, are one of the main ways to measure maintenance results. They’re important because if we don’t measure it, we can’t manage it.
KPIs are vital for maintenance and reliability teams because routines, processes, and equipment can only be analyzed with their help. They’re crucial to understanding if your equipment and facilities can handle every day operations.
With these maintenance indicators, you can measure any activity that generates numbers or values for maintenance routines. The goal is to identify and prioritize the most important KPIs so teams can avoid wasting time following less relevant indicators.
You can significantly increase your production efficiency by focusing on the right indicators. There are eight main maintenance KPIs, including:
- MTBF: Mean time between failures
- MTTR: Mean time to repair
- Availability
- Reliability
- Backlog
- Machine Downtime
- Maintenance cost as a percent of your estimated replacement value (MC/ERV)
- Distribution by types of maintenance
We’ve also created a free ebook that breaks down the maintenance KPIs every maintenance manager needs to know. Keep reading to learn more and discover how to get your hands on this valuable resource.
In this article, we’re exploring the 8 most important KPIs for your maintenance management team:
MTBF: Mean Time Between Failures
MTBF (Mean Time Between Failures), is one of the most important indicators for the maintenance industry. It measures the average functioning time between the failures of repairable equipment, making it a great tool to measure machine reliability.
Elevate Machine Health with Precision Monitoring
The most efficient way to manage MTBF is by applying it to each piece of equipment separately. This is because it considers each life cycle separately from one another.
Check out this article for further explanation of typical machine behavior.
Imagine that during a certain period of time, an electric motor in an industrial plant operated for 140 hours before failure. Then it operated for another 190 hours, and finally another 215 hours. In this case, the calculated MTBF would be:
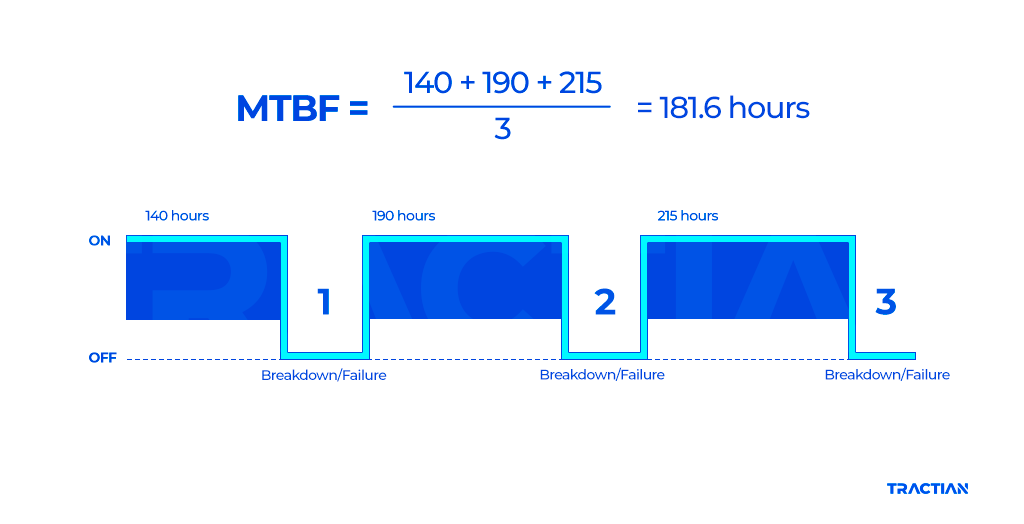
Now, we’ve identified the average time from one failure to another. This helps teams decide how often they need to place preventive maintenance activities and inspections within Maintenance Planning and Control (MPC).
To perform this inspection, it’s recommended that you calculate 70% of the mean time between failures.
So, if the electric motor has an MTBF of 181.6 hours, every 127.1 hours the industrial equipment must be inspected. (181.6 x 0.7)
The higher the MTBF the better, since the equipment is operating longer before failure. At this point, you’ve managed to obtain a lower frequency of breaks.
MOST COMMON MISTAKES CALCULATING MTBF:
- Adding the MTBF of all equipment to find the global average
- Calculating MTBF on irreparable equipment
- Resetting MTBF every month (you’ll need to add it up)
Currently, there are some predictive maintenance solutions that connect hardware and software in order to help maintenance teams control their assets.
The hardware, often partnering with IoT (Internet of Things) and AI (Artificial Intelligence), collects machine data through real-time monitoring.
This data can include temperature, vibration and other critical measurements needed to detect when machine repair is needed before it truly breaks.
The best maintenance teams know that using predictive maintenance strategies is the best way to avoid unexpected failures and unplanned downtime - which can cost US$125,000 per hour for manufacturers.
If you want to learn more about predictive techniques and online condition monitoring, check out our complete guide on predictive maintenance.
MTTR: Mean Time To Repair
MTTR (Mean Time To Repair) is a maintenance metric closely associated with the ease at which a maintenance team can replace equipment after failure. Put simply, this KPI indicates the average time to repair an asset.
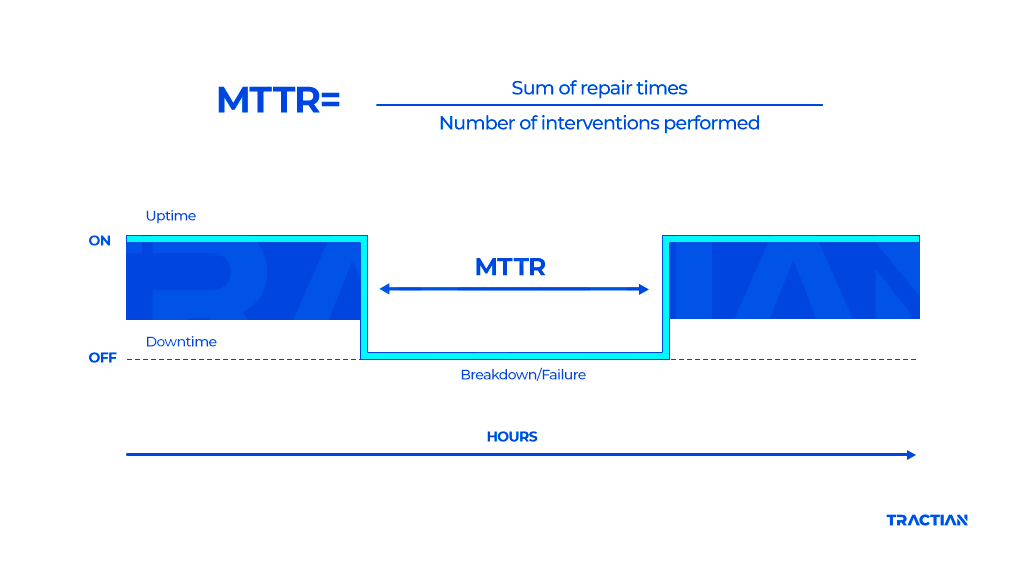
Unlike MTBF, the lower the MTTR, the better, so we must work to keep it low.
Let’s apply MTTR to the electric motor example. Suppose that during the same period of time, the maintenance team put the engine back into operation in each of the situations:
Failure 1: 9 hours
Failure 2: 15 hours
Failure 3: 12 hours
In that case, the calculated MTTR will be:
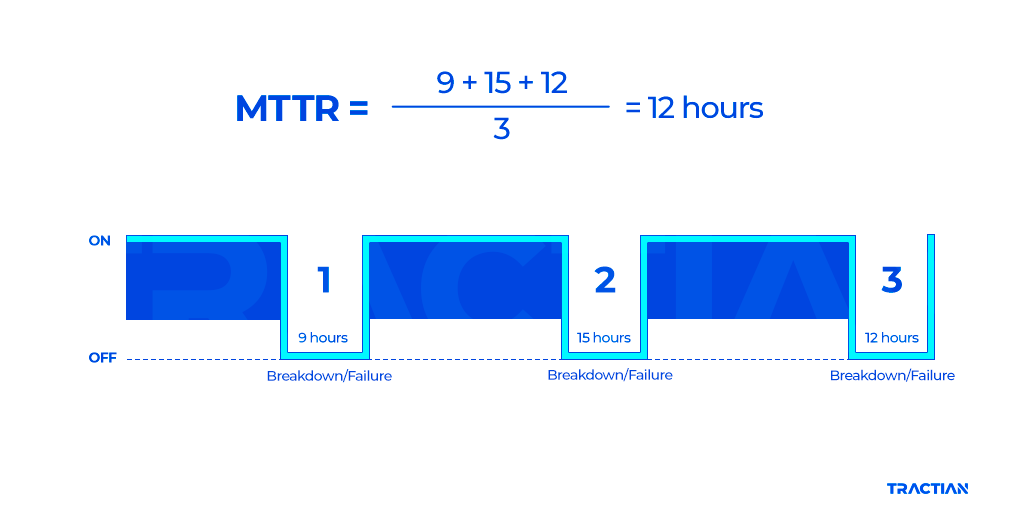
Using this we can measure the profit loss, and even more importantly, how much the company fails to earn when this equipment breaks. If we consider that this machinery generates $5,000 per hour, the loss for this company would be around $60,000. ($5,000 x 12)
MOST COMMON MISTAKES CALCULATING MTTR:
- Having no ideal value and reference for MTTR
- Misleading maintenance teams by requiring them to maintain a low MTTR
Avoiding breakdowns is even more essential than keeping MTTR low. Maintenance managers need to encourage their teams to use preventive and predictive maintenance strategies that are based on asset monitoring.
Both of these strategies assess the health condition of machines, identifying “symptoms” in real-time so that an asset doesn’t lose its performance to the point of reaching a critical failure situation.
Calculating Asset Reliability and Availability
These two indicators are key for Maintenance Planning and Control (MPC). The main goal of MPC is to guarantee and increase the availability and reliability of assets which optimizes productivity. Because of this, we are combining these KPIs.
Both availability and reliability are determined based on MTBF and MTTR. But, before calculating them, let’s understand the meaning of each one:
Availability is the capacity of an item to perform a certain function at a given time or during a specified period of time.
Reliability is the probability that an item will perform the function specified in the project, according to the operating conditions, during a specific interval of time.
To go further, equipment availability is the actual percentage of which an asset has remained available over a given period. On the other hand, reliability is the chance that a piece of equipment will remain available in a given period.
Here’s the availability formula:
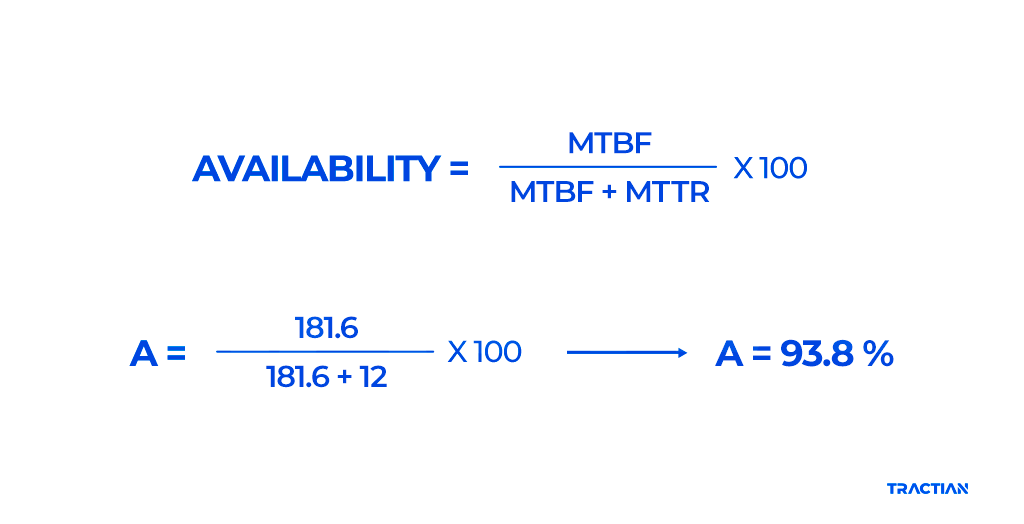
If we consider the previous example of the electric motor (MTBF = 181.6 and MTTR = 12), the inherent availability of the equipment was 93.8%. That is, the engine normally operated about 93.8% of the time it was turned on. World-class standards determine that good availability is above 90%. So in this case the equipment is within the limit.
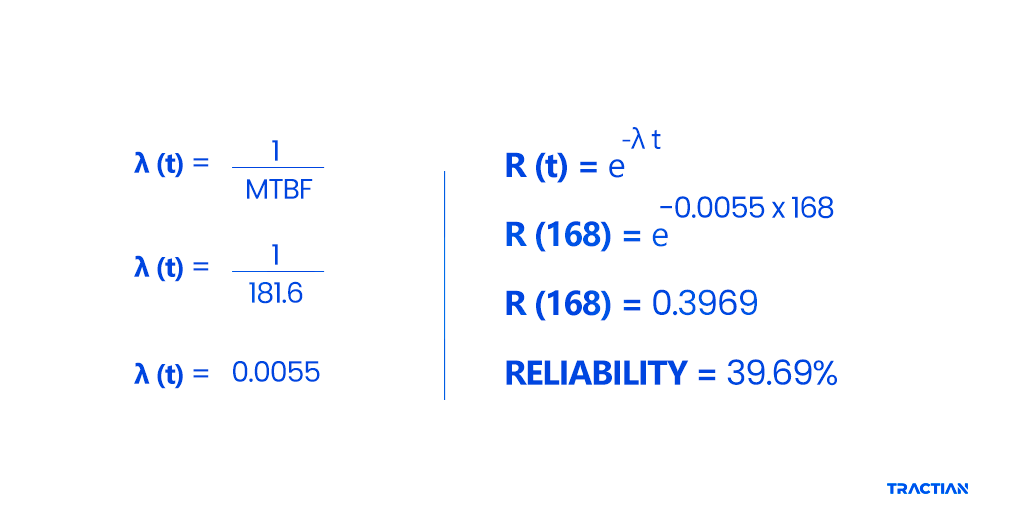
What if we wanted to calculate the likelihood that the engine would run perfectly for the next week? In this case, the reliability calculation would be:
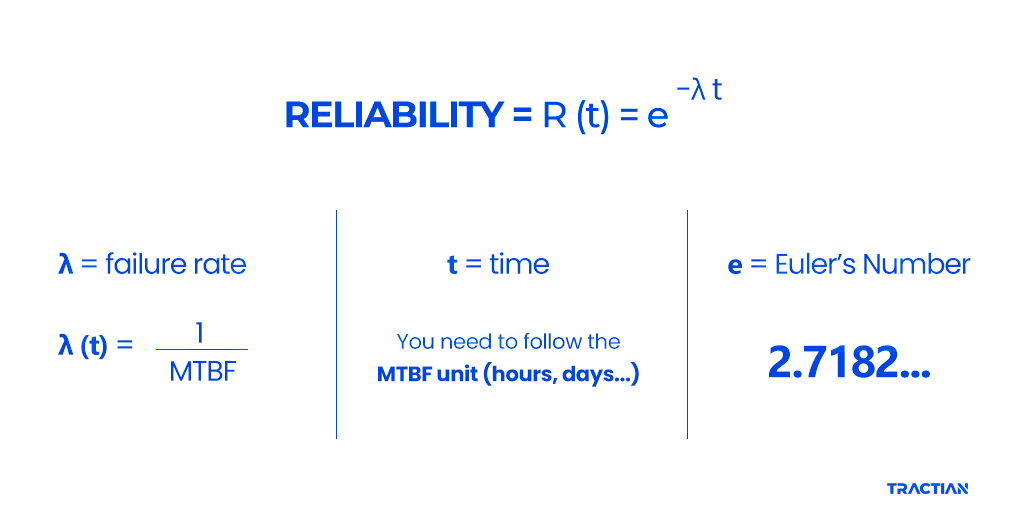
If we apply the formula to the electric motor (MTBF = 181.6), we can assume that for the next 7 days the odds of it operating normally without fail would be 39.69%.
MOST COMMON MISTAKES
- Indicating reliability without associating it with a period of time
Wrong example: The reliability of this centrifuge is 85.4% - what is the period?
Right example: The reliability of this centrifuge is 85.4% for the next 400 hours
- Using the formula above for irreparable equipment (For irreparable machines, the Weibull Analysis must be used)
Maintenance Backlog
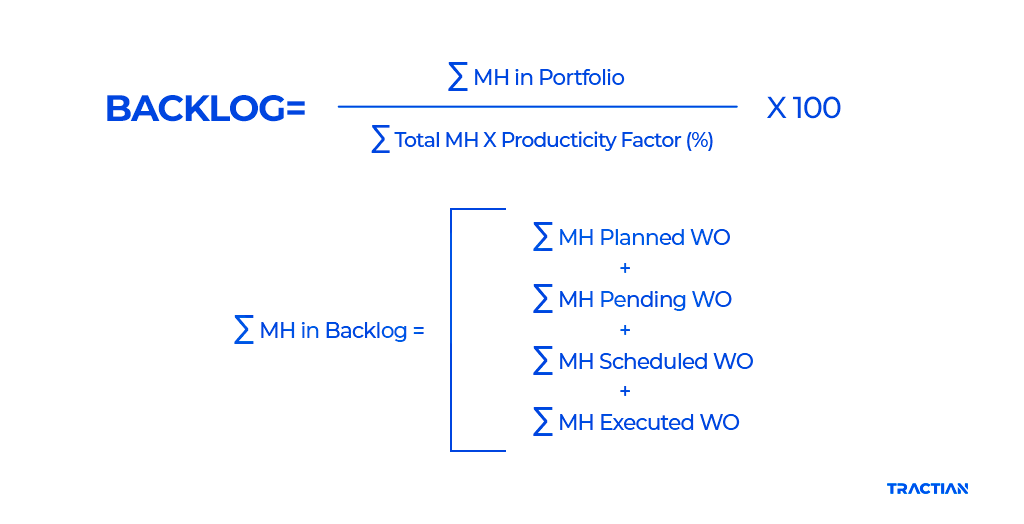
Maintenance Backlog is the required labor time to perform all current services or activities pending completion. It demonstrates the relationship between the demand for services and the ability to meet them.
This indicator is associated with the workload from maintenance activities. It’s the sum of the hourly load of services planned, scheduled, and pending execution by the maintenance team.
Since backlog is indicated in time, its calculation must be given in minutes, hours, days, weeks, months, etc.
A backlog graph is an important tool for management decisions, and there are six types of curves. Know that the vertical axis contains backlog values and the horizontal axis contains the months of the year.
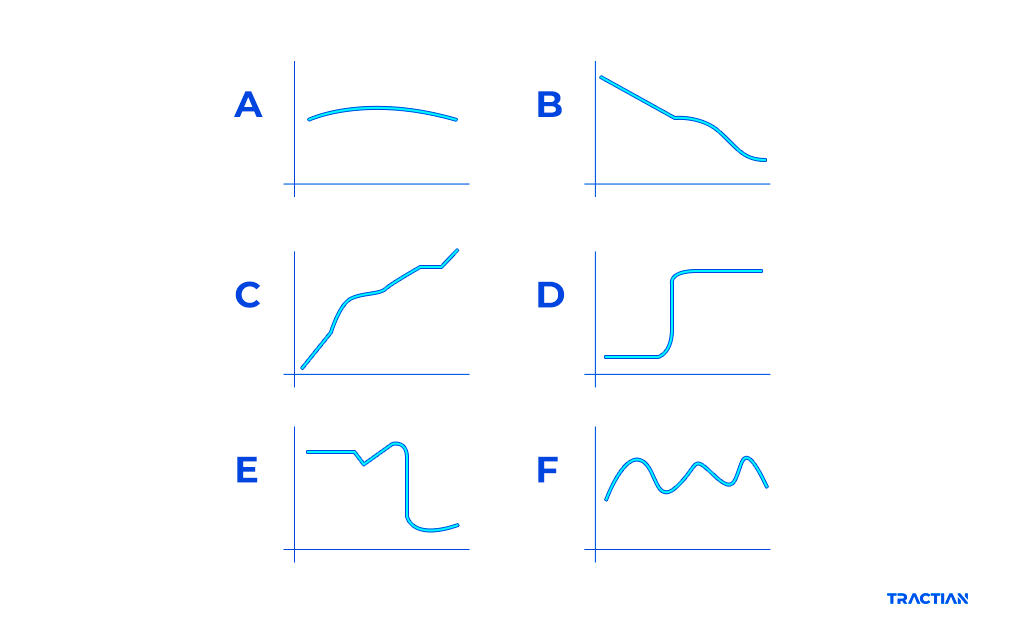
Curve A: Stable. This requires analysis to check if it’s an acceptable value for decision making
Curve B: Decrease in demand. This can cause idle staff due to the drop in services
Curve C: Backlog with a constant upward trend, which can cause low maintenance quality and other problems
Curve D: Sudden ascent. This can occur when corrective actions have a very high execution time
Curve E: Sharp drop. This can have a few causes such as contracted external services, internal mobilization, etc.
Curve F: Oscillation. This is usually justified in seasonal industries such as agriculture
MOST COMMON MISTAKES Associating the backlog with overdue activities is a common mistake when using this indicator, because it encompasses much more than that. This KPI refers to all activities that need to be done, from urgent to normal day-to-day activities.
Machine Downtime
Unplanned machine downtime - the time an asset is out of operation because of an unexpected problem - can cause many production losses.
Machine downtime impacts all industries, and aside from operations being down it can also impact production costs, causing financial losses.
Downtime’s negative impacts can be put into two categories:
Tangible costs are easy to quantify. They include losses in capacity, production, manpower, inventory, and profit.
Intangible costs are difficult to calculate, but can be more significant than tangible costs. They include responsiveness, stress, and important aspects of the business.
Generally, factories lose at least 5% of their productive capacity due to downtime - many of them losing up to 20%.
Some of the main negative impacts are:
- Down equipment
- Lowered sales expectations
- Labor expenses for quality control and maintenance
- Continuous time wasted on repairs
MC/ERV
Another important financial indicator is the MC/ERV, or maintenance cost as a percent of your estimated replacement value. It’s a way of analyzing the Maintenance Cost (MC) used for each piece of equipment. This lets us know if it would be more advantageous to keep using the asset, or purchase a new one. This indicator should be used for highly critical equipment.
The calculation is simple, but first we must understand the acronym ERV (Estimated Replacement Value). The Estimated Replacement Value is the amount of capital that needs to be paid to purchase new equipment. Thus, the MC/ERV formula is given by:
Let’s say $4,000 was spent on the maintenance of an overhead crane - if the value of a new bridge is $190,000, the MC/ERV is 2.10%.
The maximum acceptable value for this indicator is 6% over a period of one year. However, in some cases, 2.5% is preferred depending on the equipment. If the percentage is too high, it’s better to buy new equipment than to keep the old one.Reducing reactive maintenance costs starts with implementing one or more maintenance strategies. Predictive maintenance plans cost much less than the expense of repairing broken equipment to get it back up and running. The curve shows this dynamic well, click here to learn more.
Free Maintenance Metrics Guide/Ebook
This free ebook provides a comprehensive guide to the essential maintenance KPIs so you can expand your knowledge even further.
This valuable resource offers a deeper dive into the key concepts covered in this blog post, including reliability, performance, cost, and compliance metrics.
You’ll learn how to: implement and leverage these KPIs to drive continuous improvement and achieve operational excellence.
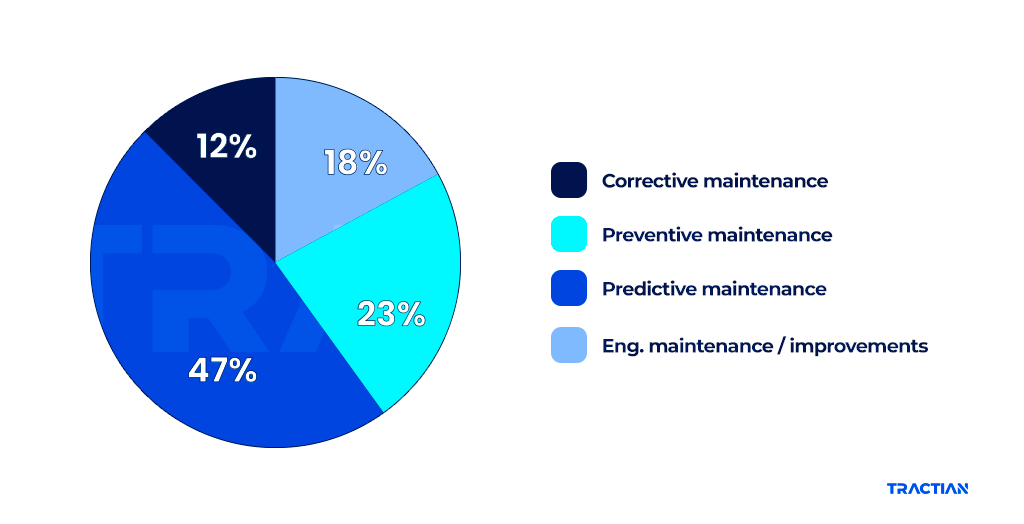
Distribution of the Types of Maintenance
This indicator reveals the percentage of each type of maintenance being performed. Maintenance managers often try to keep any unplanned corrective maintenance below 20%, because of how detrimental it can be.
Types of preventive maintenance can range between 30 to 40%, which is well over the ideal limit. Other strategies can vary more than corrective maintenance, without causing as much harm. In global reliability standards, companies strive for the largest portion of maintenance to be predictive.
Maintenance KPI Report: How Technology Aids Companies
Technology such as maintenance management software and asset condition monitoring devices have innovated maintenance routines. By replacing extensive spreadsheets, you can easily collect, manage, and update KPI data. It makes your information more trustworthy, and gives valuable insights about the reliability and availability of your equipment in real time.
Learn more about how Tractian makes maintenance routines efficient and profitable by scheduling a free demonstration with one of our engineers!
