Un motor eléctrico no avisa cuando va a fallar con un paro repentino. Avisa semanas antes, con un cambio en su firma de vibración. La diferencia entre saberlo y no saberlo es el tipo de monitoreo que tienes instalado.
Los motores eléctricos son el activo más crítico y más numeroso en cualquier planta industrial. También son el activo donde más fallas ocurren sin que el programa de mantenimiento las anticipara. No porque la falla sea imprevisible: porque la degradación es gradual, silenciosa y detectable con las herramientas correctas. El programa de mantenimiento que no las captura no está fallando en la ejecución; está fallando en el modelo.
Este artículo describe los modos de falla más frecuentes en motores eléctricos industriales, las señales que preceden a cada uno, las herramientas que los detectan y la estrategia de monitoreo que convierte esas señales en intervenciones planificadas antes del paro.
Por qué los motores eléctricos son el activo más crítico del programa de mantenimiento
Los motores eléctricos representan el mayor porcentaje de activos rotativos en cualquier planta industrial. Son responsables de aproximadamente el 70% del consumo energético industrial total. Un motor que opera con degradación activa no solo tiene riesgo de paro: consume más energía por unidad de trabajo útil, genera calor adicional que acelera el deterioro del propio aislamiento y transmite vibración adicional a los activos acoplados.
Un paro no planeado en un motor crítico puede detener una línea completa, comprometer producto en proceso y generar horas extra no planificadas para la reparación de emergencia. El costo total de ese evento, incluyendo producción perdida, refacciones de emergencia y horas extra del equipo, suele ser entre 3 y 10 veces mayor que el costo de la intervención planificada que habría evitado el paro. Lo que distingue a las plantas que controlan ese costo de las que lo sufren es un tema de mantenimiento no planificado: no de mala suerte, sino de modelo.
La paradoja es que los motores eléctricos son también uno de los activos mejor documentados por los fabricantes: los OEM publican especificaciones detalladas de operación, intervalos de mantenimiento y modos de falla esperados. El problema no es falta de información técnica: es que esa información está organizada por tareas de calendario, no por señales de degradación. Un programa de mantenimiento preventivo que solo ejecuta las tareas del manual no detecta las fallas que ocurren entre una visita y la siguiente.
Los modos de falla más frecuentes en motores eléctricos industriales
El mantenimiento efectivo de motores eléctricos parte de entender cómo fallan, no solo cuándo intervenir. Cada modo de falla tiene una señal detectable, una herramienta específica para captarla en etapa temprana y una ventana de tiempo entre la detección y la falla funcional que define la urgencia de la respuesta.
Fallas de rodamientos
La causa más frecuente de paro en motores eléctricos industriales. Los rodamientos pueden fallar por lubricación insuficiente o excesiva, desalineación del eje acoplado, vibraciones transmitidas desde la carga, rodamiento fuera de especificación OEM o erosión eléctrica en motores con variador de frecuencia.
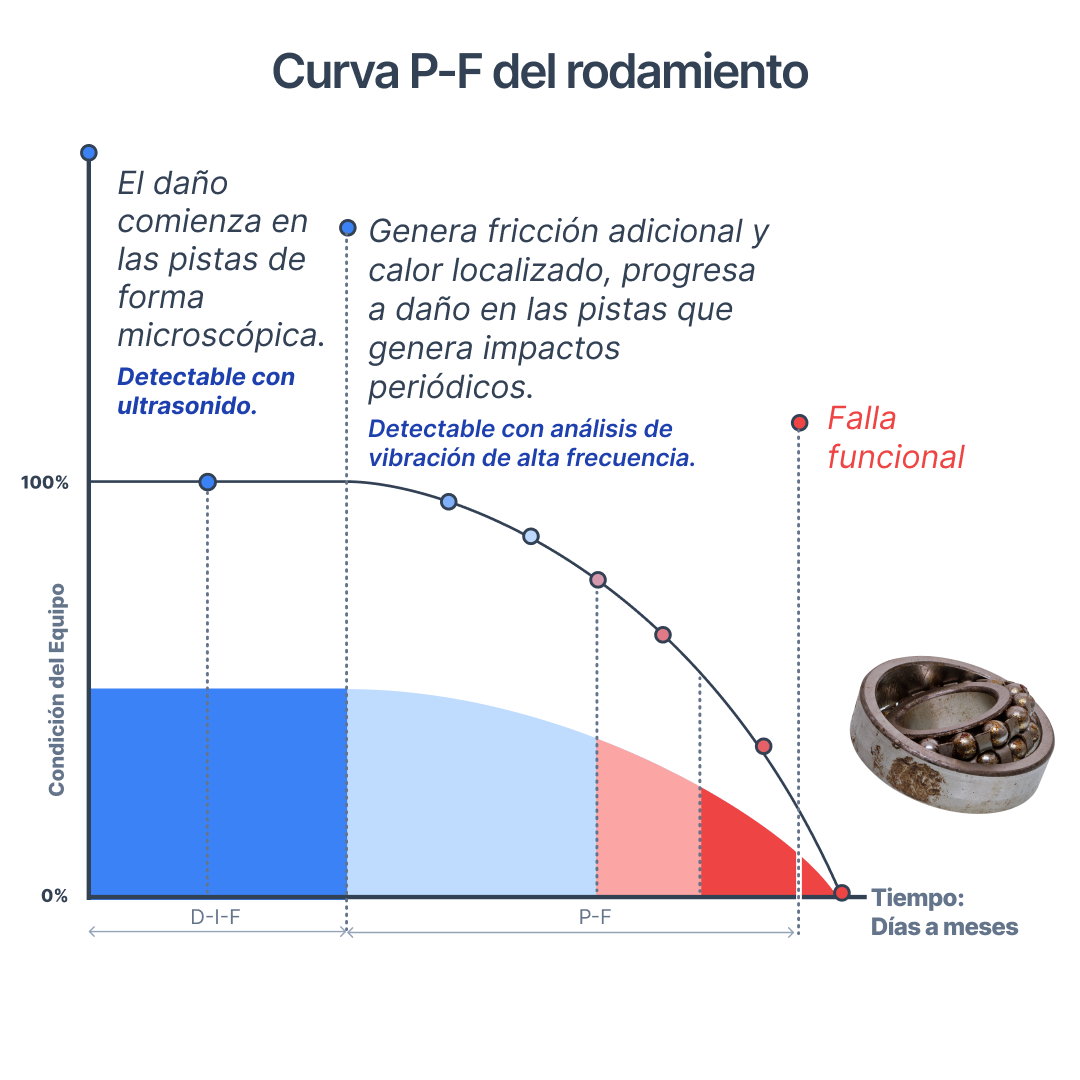
La progresión de la falla de rodamiento sigue la curva P-F en todos los casos: el daño comienza en las pistas de forma microscópica (zona P, detectable con ultrasonido), genera fricción adicional y calor localizado, progresa a daño en las pistas que genera impactos periódicos (zona P-F media, detectable con análisis de vibración de alta frecuencia), y finalmente llega a la falla funcional (zona F). El tiempo entre la zona P y la zona F puede ir de días a meses dependiendo de la carga, velocidad y condiciones del entorno.
Señal detectable en etapa temprana: el ultrasonido industrial detecta el incremento de fricción en el rodamiento en la zona P, antes de que la vibración global cambie de forma significativa y antes de que la temperatura del rodamiento suba por encima del umbral de alarma. En etapa intermedia, el análisis espectral de vibración detecta el incremento de energía en las frecuencias características del rodamiento (BPFO para la pista exterior, BPFI para la pista interior, BSF para los elementos rodantes, FTF para la jaula) semanas antes del fallo funcional. Para una guía completa del diagnóstico por tipo de falla, ver cómo identificar fallas en rodamientos y prevenir daños.
Desalineación del eje
Ocurre cuando el eje del motor no está alineado con el eje del equipo acoplado. Sus causas más frecuentes son desgaste o aflojamiento de la base de montaje, montaje incorrecto tras una intervención de mantenimiento, dilatación térmica diferencial entre el motor y el equipo acoplado durante el calentamiento, o deformación de la estructura de soporte por cargas externas o asentamiento.
La desalineación del eje genera fuerzas cíclicas sobre los rodamientos del motor y del equipo acoplado en cada vuelta del eje. Esas fuerzas aceleran el desgaste de los rodamientos de ambas máquinas de forma simultánea. En desalineación severa, el acoplamiento absorbe parte de la fuerza y se desgasta prematuramente, pudiendo llegar a la fractura del elemento de acoplamiento con riesgo de daño secundario en el eje.
Señal detectable: vibración elevada en 1x la frecuencia de rotación (desalineación paralela) y en 2x (desalineación angular), con diferencia de fase axial aproximada de 180 grados entre los extremos del acoplamiento. El análisis de fase es la herramienta que diferencia la desalineación del desbalance cuando ambos generan dominancia en 1x: en desbalance la fase es estable al medir en distintos puntos radiales; en desalineación la fase cambia 180 grados al cruzar el acoplamiento en la dirección axial.
Desbalance del rotor
Distribución no uniforme de masa en el rotor por acumulación de material (suciedad, corrosión, incrustaciones en rotores de ventiladores o bombas), pérdida de material (rotura de una paleta, desprendimiento de un contrapeso de balanceo) o montaje incorrecto de un componente tras una reparación.
El desbalance genera una fuerza centrífuga rotatoria que estresa los rodamientos del motor en cada vuelta. La magnitud de esa fuerza es proporcional al cuadrado de la velocidad: a velocidades altas, un desbalance pequeño genera fuerzas significativas. En rodamientos ya con desgaste incipiente, el desbalance actúa como multiplicador que acelera la progresión de la falla de rodamiento.
Señal detectable: vibración dominante y estable en 1x la frecuencia de rotación en la dirección radial. A diferencia de la desalineación, la fase es consistente cuando se mide en distintos puntos radiales del mismo activo. El balanceo dinámico en campo resuelve el desbalance; la alineación con instrumentos láser resuelve la desalineación. Confundir los dos diagnósticos lleva a intervenciones que no resuelven el problema.
Degradación del aislamiento del bobinado del estator
El aislamiento eléctrico del bobinado del estator se degrada por sobrecalentamiento acumulado, exposición a humedad o condensación, desequilibrio de fases en la tensión de alimentación y ciclos de arranque frecuentes. Cada arranque directo a plena tensión genera un pico de corriente de 6 a 8 veces la corriente nominal que estresa mecánica y térmicamente el aislamiento de las bobinas.
La degradación del aislamiento es progresiva y silenciosa: el motor puede seguir operando durante meses con aislamiento deteriorado, con eficiencia reducida y temperatura elevada, hasta el cortocircuito completo entre espiras o entre fase y tierra. En la etapa de degradación progresiva, el motor consume más energía de lo normal, genera más calor y puede mostrar desequilibrio de corriente entre fases.
Señal detectable: la temperatura de carcasa con tendencia creciente es la señal más accesible con un termómetro infrarrojo en ruta de inspección sensitiva de rutina. La resistencia de aislamiento decreciente entre mediciones semestrales con megóhmetro confirma la degradación activa. El índice de polarización (PI = resistencia a 10 minutos / resistencia a 1 minuto) es un indicador más sensible que la resistencia de aislamiento puntual: un PI inferior a 1.5 indica degradación activa del aislamiento.
Sobrecalentamiento
El sobrecalentamiento del motor puede ser consecuencia de cualquiera de los modos de falla anteriores (la fricción de rodamientos deteriorados, la carga adicional de la desalineación, las pérdidas eléctricas del aislamiento degradado) o de condiciones externas como carga excesiva sostenida, ventilación obstruida por acumulación de suciedad en las rejillas de enfriamiento, ambiente de temperatura elevada, o desequilibrio de fases en la alimentación eléctrica.
El sobrecalentamiento tiene un efecto multiplicador sobre la vida útil del aislamiento. La regla general de la ingeniería de aislamiento establece que cada aumento de 10°C en la temperatura de operación reduce la vida útil estimada del aislamiento a la mitad. Un motor que opera consistentemente 20°C por encima de su temperatura de diseño puede llegar al fin de vida del aislamiento en una cuarta parte del tiempo calculado.
Señal detectable: temperatura de carcasa y rodamientos elevada con tendencia creciente en mediciones sucesivas. Un sensor de temperatura continuo en la carcasa es la herramienta más directa para este modo de falla: detecta la tendencia antes de que se alcance el umbral de disparo del relé térmico, cuando todavía hay ventana de intervención planificada.
Barras del rotor fracturadas
En motores de inducción de jaula de ardilla, las barras conductoras del rotor pueden fracturarse por fatiga mecánica acumulada por ciclos de arranque frecuentes, sobrecalentamiento repetido que genera tensiones térmicas en las barras, o defecto de fabricación. Una barra fracturada interrumpe parcialmente el flujo de corriente en el rotor, generando asimetría en el campo electromagnético.
El motor puede seguir operando con una o dos barras fracturadas, pero con eficiencia reducida, mayor consumo de corriente y vibración adicional. Si no se detecta, el número de barras fracturadas progresa: la asimetría genera calor adicional en las zonas adyacentes a la fractura, acelerando la fractura de las barras vecinas hasta la pérdida total del rotor.
Señal detectable: bandas laterales alrededor de la frecuencia fundamental de la corriente de alimentación, a frecuencias específicas relacionadas con el deslizamiento del motor. El análisis de corriente (MCSA o Motor Current Signature Analysis) es especialmente sensible para este modo de falla, con mayor anticipación que el análisis de vibración convencional para este caso específico.
Plan de mantenimiento de motores eléctricos organizado por modo de falla
Un plan de mantenimiento efectivo no organiza las tareas por frecuencia de calendario aplicada uniformemente a todos los motores: las organiza por modo de falla, asignando la herramienta correcta para detectar cada modo y la frecuencia correcta según la criticidad del activo y la velocidad de progresión del modo de falla.
Tareas de inspección periódica y sus objetivos específicos
Inspección visual de carcasa, conexiones eléctricas y rejillas de ventilación, frecuencia mensual: detecta daño físico visible, suciedad en rejillas que restringe el flujo de aire de enfriamiento, corrosión en terminales de conexión, fugas de lubricante por los sellos.
Verificación de temperatura operativa con termómetro infrarrojo, frecuencia mensual en activos críticos: detecta tendencia de sobrecalentamiento antes de que llegue al umbral de disparo. Registrar y comparar con la medición anterior, no solo con el valor puntual.
Lubricación de rodamientos según condición real medida por ultrasonido, frecuencia variable: no por calendario fijo. El intervalo real lo define el comportamiento del dBuV de cada activo, no la recomendación OEM genérica.
Medición de resistencia de aislamiento con megóhmetro, frecuencia semestral o en cada parada programada: detecta degradación del aislamiento del estator. Registrar el índice de polarización para seguimiento de tendencia.
Verificación de alineación con el equipo acoplado, frecuencia en cada reinstalación del motor o cuando el análisis de vibración detecte dominancia en 1x con componente axial.
Medición de desequilibrio de fases en la tensión de alimentación, frecuencia cuando el motor muestre temperatura elevada sin causa mecánica aparente: el desequilibrio de fases es la causa de sobrecalentamiento más frecuentemente ignorada.
Condiciones que deben generar orden de trabajo correctiva inmediata
Temperatura de rodamiento superior a 90°C de forma sostenida: riesgo de falla por fatiga térmica del lubricante.
Vibración global superior a 7.1 mm/s, equivalente a la Zona D según ISO 10816 para motores industriales: activo en estado de falla, intervención inmediata. Para referencia de zonas de severidad según norma, ver cómo funciona el análisis de vibraciones.
Resistencia de aislamiento inferior a 1 MOhm en motores de baja tensión, o índice de polarización inferior a 1.5: degradación activa del aislamiento.
Ruido impulsivo audible desde los rodamientos: daño en las pistas en etapa avanzada.
Desequilibrio de corriente entre fases superior al 2% en medición con analizador de calidad de energía: puede indicar problema eléctrico del motor o de la alimentación.
El caso especial de los motores con variador de frecuencia
Los motores accionados por variador de frecuencia (VFD) tienen modos de falla adicionales que el programa preventivo estándar diseñado para motores de arranque directo no contempla. El VFD modifica la forma de la tensión de alimentación del motor, generando efectos secundarios sobre el aislamiento y los rodamientos que requieren atención específica.
Erosión eléctrica de rodamientos
El VFD induce corrientes de alta frecuencia que circulan por el eje del motor y los rodamientos como camino de menor impedancia hacia tierra. Esas corrientes generan erosión eléctrica (electrical fluting) en las pistas del rodamiento: pequeñas picaduras uniformes y periódicas que se acumulan hasta el fallo mecánico.
El patrón de diagnóstico es característico: el rodamiento falla con una frecuencia significativamente mayor a su vida útil calculada sin causa mecánica aparente (no hay desbalance, no hay desalineación, la lubricación está correcta). Al inspeccionar el rodamiento reemplazado, las pistas muestran un patrón de picadura uniforme y periódico en lugar del daño irregular típico del desgaste mecánico. Si no se diagnostica la causa eléctrica, el rodamiento de reemplazo fallará en el mismo plazo.
La solución es un anillo conductor (shaft grounding ring) alrededor del eje del motor que proporciona un camino de baja resistencia hacia tierra para las corrientes de eje, o rodamientos con aislamiento eléctrico en los extremos no accionados del motor. No hay intervalo preventivo que resuelva este modo de falla: la solución es eliminar el camino de conducción de las corrientes.
Degradación del aislamiento por tensiones transitorias del VFD
Las conmutaciones de alta frecuencia del VFD generan pulsos de tensión con tiempos de subida muy rápidos (dV/dt altos) que estresan el aislamiento del bobinado de forma diferente al de la tensión sinusoidal de red. Los motores diseñados para operación con VFD tienen aislamiento reforzado para este efecto. Los motores estándar operados con VFD sin filtros de salida pueden experimentar degradación prematura del aislamiento.
Diagnóstico de vibración en motores con velocidad variable
Las frecuencias características de falla de rodamientos son proporcionales a la velocidad de rotación. En un motor con VFD que opera a velocidad variable, esas frecuencias cambian constantemente. El análisis espectral de vibración con frecuencias fijas no funciona correctamente para este caso: los picos de falla aparecen en distintas posiciones del espectro según la velocidad en el momento de la medición.
Los sensores con seguimiento de RPM en tiempo real ajustan automáticamente las frecuencias características a la velocidad actual del motor, permitiendo identificar los picos de falla independientemente de la velocidad de operación en el momento de la medición. Sin ese seguimiento, el diagnóstico de rodamientos en motores con VFD es significativamente menos confiable.
Cuándo el mantenimiento preventivo no alcanza para los motores críticos
El mantenimiento preventivo basado en tiempo es insuficiente para detectar modos de falla que se desarrollan entre una inspección y la siguiente. Un rodamiento que empieza a degradarse tres semanas después de la última visita del técnico no genera señal visible en la siguiente ruta si el intervalo de ruta es mensual. El técnico no falla: el intervalo no es suficiente para el modo de falla de ese activo.
El monitoreo continuo de vibración y temperatura resuelve ese problema estructural: detecta la degradación en el momento en que ocurre, independientemente de cuándo fue la última visita del técnico. La alerta llega cuando el dato lo indica, no cuando el calendario lo programó. Para entender qué cambia operativamente con el monitoreo de condición online, ver los beneficios documentados en planta.
La combinación óptima para activos críticos es programa preventivo calibrado por historial más monitoreo de condición en los puntos de mayor riesgo. El preventivo cubre el programa base de todos los activos. El monitoreo continuo cierra los intervalos donde el preventivo no llega, en los activos donde las consecuencias de un paro no planeado justifican la inversión.
Cómo justificar la inversión en monitoreo de motores ante la dirección
El argumento más efectivo no es técnico: es financiero. El ejercicio correcto es tomar los datos reales de paros no planeados en motores críticos del último año, calcular el costo total de cada evento (producción perdida por hora multiplicada por las horas de paro, más el costo de la reparación de emergencia incluyendo refacciones a sobreprecio y horas extra del equipo) y sumar.
Comparar ese número con el costo anual de monitoreo continuo en esos mismos motores. En la mayoría de las plantas industriales con más de 50 motores críticos, un solo paro de emergencia evitado por año recupera la inversión en monitoreo basado en condición. Casos como el de Vibra, que logró un ROI de 14x en su primer año, ilustran la magnitud de ese retorno en operaciones reales. Para construir el cálculo con datos propios de la planta, la calculadora de ROI de Tractian es el punto de partida.
El argumento complementario es la predictibilidad operativa: una planta que puede proyectar sus paros de mantenimiento con anticipación puede comprometerse con volúmenes de producción y fechas de entrega con mayor confianza. Eso tiene un valor comercial que va más allá del costo de la reparación evitada.
La integración entre el monitoreo de motores y el sistema de gestión de mantenimiento
El monitoreo de confiabilidad de motores eléctricos genera valor en la medida en que las alertas que produce se convierten en acciones. Un sensor que detecta degradación en un rodamiento y genera una alerta que nadie revisa o que nadie convierte en una orden de trabajo no mejora la operación: produce datos sin resultado.
La integración entre el sistema de monitoreo de condición y el CMMS es el elemento que cierra el ciclo. Cuando una alerta de condición genera automáticamente una orden de trabajo con el diagnóstico, la severidad, el activo afectado y la acción recomendada, el tiempo entre la detección y la intervención se reduce de días o semanas a horas. Para ver cómo funciona ese flujo en la práctica, ver cómo funciona el software de mantenimiento CMMS. Esa velocidad de respuesta es la diferencia entre un correctivo planificado y un correctivo de emergencia.
La integración también genera el historial completo del activo: cada alerta de condición, cada orden de trabajo documentada, cada intervención y su resultado quedan vinculados al activo en el mismo sistema. Ese historial es lo que permite calcular el MTBF real por activo, identificar los modos de falla dominantes, calibrar los intervalos de mantenimiento preventivo y tomar decisiones de reemplazo vs. reparación con datos en lugar de con intuición.
En motores críticos donde el costo de un paro supera significativamente el costo del monitoreo, esa integración no es un lujo adicional: es la diferencia entre un programa de mantenimiento predictivo que genera valor medible y uno que genera reportes que nadie usa para tomar decisiones.
El punto de partida es siempre el mismo: identificar los cinco o diez motores cuyo paro tiene el mayor impacto en la producción. Implementar monitoreo continuo en esos activos críticos primero. Medir el impacto en MTBF y en paros no planeados durante seis meses. Usar esos resultados para justificar la expansión del programa. Ese proceso iterativo, guiado por datos reales de la planta, es más sostenible que intentar monitorear todos los activos desde el inicio sin evidencia del retorno.